Fórum témák
» Több friss téma |
Üdvözlet!
Nem tudtok véletlenül pic 16F628-as cnc vezérlő panel rajzát esetleg még a pic hez a hex állományt ??? Ha igen akkor elküldenétek? Email címem: sudivadasz@freemail.hu Előre is köszönöm szépen 
Szerintem próbáld meg zx100as műanyag persellyel.Egy árat tudtok mondani az ezüst acélra,mert én is kíváncsi lennék rá,és hogy mennyire egyenes és mennyire kopásálló.Előre is köszönöm.
SSzia
Nagyon jo anyag ( ha igy jobban ismered : gyorsacél ) . Az asztalosok a késeket ( faeszterga ) mindig ebböl készitették .Mi lakatosok meg a hántoláshoz csináltunk belöle hántolot ( melegit megypirosra utánna vizbe és már 64 - 65 Rockwel a keménysége ) . Változo a mérete szálanként lehet eltérés 2 - 3 század miliméter de azon belül nagyon pontos és nem ovális ( tehát ha egy 16-os szál 15.97mm akkor az 1-2századon belül végig ezen a méreten van . Nagyon jo kopásállo anyag de a persely ugy is hamarabb kopik mint a vezetö .A Z100-at kicsit merevnek tartom ( bár kifejezetten perselyhez készül ) de az olajban átitatott textil bakelit nekem még mindig jobban tetszik . Jol irta a gulasoft : inkább használj golyosperselyt mint hogy erösebb motort keljen feltenned a végén az árban nem lessz különbség . Ha kiszámolod ( ezüstacél + Z100 vagy a golyospersely + edzett vezetö ) akkor nem olyan nagy a különbség ( ha van egyáltalán ) a kettö között . Kissebb gépeknél ( A4 körül ) 16mm-töl felfelé érdemes gondolkodni a Z lehet akár 10-es is vagy 12-es ha nem több a mozgása 110mm-nél .
Értem, köszönöm!
Golyós perselyhez milyen vezető alkalmazható? Illetve ha bronz perselyes változatnál maradok, hány százalékkal emelkedik a teljesítmény igény motor szempontjából?
Szia
Közben gondolkodtam hogy kinek is irom aválastom . Golyosperselyhez csak olyan vezetöt tudsz használni aminek az illesztettsége H6-os és felület edzett ( cementált ) , de ennyire nem bonyolult a dolog mert ahol árulnak golsorperselyt ot árulnak hozzá vezetöt is . A bronzpeselyes megoldás egy külön dolog ugyan is ráhagyással kell hogy dolgozzál ( de mennivel ) ez a változat csuszik a vezetöm és nem gördül ezért eleve nagyobb eröre van szükség , minden esetleges pontatlanságot jobban észre veszel mint más szereléstechnikáknál .Ha az Y tengelyd lesz a szélesebb ( álltalában ez mozog elöre hátra ) akkor a vezetök távolsága miatt mindenféleképpen két menetes orsot kell hogy hasznáj mer egyszerüen összefog feszülni ( a csuszo perselyes változatoknál a persely közelében kell megoldani a hajtást ) ha lazára veszed az illesztést akkor rezegni fog még a szomszéd mühely is ha meg szororsra akkor iszonyu nagy erök kellenek a mozgatáshoz és munka elött mindig be kell melegiteni a gépet ( hötágulás ) .A kis pontatlanságok miatt nem tudsz normális illesztést csinálni csak lazát ( vezetök párhuzamossága pl ) és jön is a rezonancia . Vannak olyanok akik használják a csuszo perselyeket akár sima C-45-ön is de az csak akkor lenne jo ha saját célra csinálnák , ezeknek a gépeknek az élettartama is rövidebb mint a golyosperselyes társuké . Meg lehet csinálni ( és most jön a DE ) de sokkal több vele a munka és a hajtást és a linearis szerkezetet is jobban tul kell méretezni , a csuszo perselyes gép halála a hajlás márpedig egy cnc-ben csak az van . Probáltam én is és arrajöttem rá hogy gépem sincs ( normális ) és szabadidöm sincs töle , pedig az eggyik lényeg az lenne hogy ott lehesen hagyni a gépet mert hogy az tugyja a dolgát . Remélem sikerült lebeszélnem a csuszo perselyröl 
Van még egy olcsó megoldás mikor sima csapágyból építenek egy gördülö részt erről voltak fent képek, persze azért ez elég időigényesnek tűnt.
Azért az elmondható hogy minél olcsóbb egy megoldás, annál nehezebb lesz pontosan belőni hajtani. Csak rajtad múlik, mennyi időd van építeni.
Az ígért videók amint egyenlőre a levegőt hasítja a gép, de azt nagyon:
Bővebben: Link Bővebben: Link
Az asztallal kapcsolatban lenne egy kérdésem.
Alu profil a váz, tehát nagyon egyszerűen lehetne rárakni ugyan ebből a profilból elemeket, amihez hozzá lehetne fogni a munkadarabot, de baj az, hogy kéne rá előbb egy lap, amit síkba marnék, innentől kezdve meg már nem tudom az aluprofilhoz hozzáfogni a keresztbe rakott profilt. Valami ötlet?
Szia
Biztos hogy sikba kell marni ? Beállitani nem lehet ? A marás nembiztos hogy segit mert mikor a profilokat felrögzited abban is lessz hiba és akkor meg minek martad . Probáld beállitani méröorával , ugyis hozzá kell nyulni mert a Z tengely merölegességét nem lehet csak állitással megoldani .
Azért nehéz, mert ha az egyik oszlop csak egy tizeddel magasabb akkor az 50 centin oszlik el, szögmérővel nem látszik, de mikor odaér az x ott már igenis látszik. Ha ez az eltérés fél mili akkor fél mili lesz az eltérés. annyit lehet csinálni, hogy reszelgethetem a lábakat. Egyszerűbb lett volna síkba marni az asztalt, főleg hogy az fix, ezért nem értem azt a mondatodat, hogy nem tudom síkba erősíteni rá a munkadarabot. Miért is nem tudom a síkba mart asztalra a munkadarabot felerősíteni?
Pár méretesebb alátéttel megoldható lehet a dolog egyébként, csak ki kéne próbálni, mert nagyon birizgálja a fantáziám a kétoldalas húzás befele dolgozásos maró.
Rögzítsd a profilt, és azt mard síkba.
Akkor lehet nemértjük egymást .
Azt irod hogy jo lenne használni a ugy hogy profilokbol összerakni az asztalt ( "T-nut" asztalt ) de elöbb egy lapot szeretnél feltenni a gépre amit sikba marsz és ahoz rögzitenéd valahogy a profilokat . Erre irtam azt hogy ha sikba marod a lapot és késöbb rárögzited a profilokat attol még az nembiztos hogy jo lessz mert a profilok rögzitése nem lessz tökéletesen egyforma . Közben az is eszembe jutott hogy az asztalt "Y" irányban a teljes hosszon hogyan akarod felmarni ( joval hosszabb a munkaterületednél . Mérted már hogy mekkora az eltérés ? Nem tudom elhinni hogy pártizedet ne lehessen mozditani a vázon vagy a csapágyon vagy a vezetökön .
Szia
Nem rossz de nagyon függ az eltéréstöl .Nem olyan vastagfaluak azok a profilok ( azt hiszem 30-as volt ) és fél mili már sok lehet a profilnak.
Megnéztem, és rájöttem, majdnem teljesen egyenes, y irányban tizedmiliméter az egész távon, viszont az x belóg középen, a két szélén ugyan annyi az asztaltól mért távolság.
Kevés a 16-os tengely a cirka 600 miliméterre, viszont felrakom rá akkor a profilokat, egyenlőre annyi nincs, hogy az egész asztalra elég legyen (30mm-esből kell 20 egymás mellé, mindezt 50centi hosszan, az 10 méter, irgalmatlan sok, és a 4 centissel sem nyerek sokat. első kanyarban csak annyit rakok fel, hogy egy 20cm széles munkaterületem legyen, de eleve úgy akartam, hogy lehessen őket mozgatni, ezért lehet hogy ritkábban rakom őket, és majd lassanként ahogy lesz egy kis pénzem mindíg egyre többet rakok fel, de most ezt a belógást kell kiküszöbölni. Mondjuk ezek a tengelyek voltak amiket kaptam, majd egy kisebb cnc-re jó lesz. Remélem ez a belógás nem lesz annyira gáz, hogy a szélén ne tudjam kimarni a fémtartókat, de akkor már veszek oda is 25-ös rudat.
Hát sajnos a 16-os oda tényleg kevés .Elvileg nem kellene hogy igy terheletlenü ( marás nélkül ) belogjon ( bár azt nem irod hogy mennyit ) . Nem lehet hogy az X lábaknál valamelyik merevités feszül ( rövidebb vagy hosszabb mint a 16-os szár ) mert az az összehuzásnál tutira meghajtja a 16-os vezetödet .
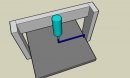
A25-ös jo lehet ( utálom ezt a szot ) "de" attol az X teljes sulya joval megfog növekedni és ez instabillá teszi a mozgohidadat . Közben a mérésre csináltam egy rajzot ami a Z tengelyed pontosságát ( merölegességét ) mutatja meg . Ezen a 16-os logáson agyalok kicsit . Mekkora a logás , most mekkora suly van a 16-os szárokon ?
Ha cstolnám is a rajzot akkor érthetöbb lenne .
Bocs
A rajzot köszönöm csak nem értem. Mitől mutatja ez meg a merőlegességet?
A lógás középen cirka 1mm. A súly az cirka 5-6 kiló. (ebből 2-3 a marómotor) Az nem jó, ha egy hasáb oldalát lemarom y és x irányban és utána megnézem mennyire lett merőleges a felfogatási síkra?
Én úgy csináltam ezt a mérést, hogy fogtam egy 10cm-es alu rudat, 8mm vastag. Egyik végébe fúrtam egy lukat indikátor órának. A másik végébe egy olyan szárat fúrj be és préselj be, amit a patronba be tudsz fogni. Ezt befogod a patronba, az órát ráülteted az alap lapra és lenullázod. Utána forgatod a patront 90 fokonként körbe, és lesed az órát. Akkor jó, ha nem, vagy alig változik a méret. A Z tartónak az állítgatásával beállítod. Biztos merőleges lesz a marószár, és nem fog féloldalasan marni.
Ezek mind szépek, de ilyen órám nincs, bár kezdem érteni az elvet.
Amit rajzoltam ahoz nem kell ora .
Simán körbe forgatod a lehetö legnagyobb átméröben és figyelsz hogy az asztal és a hegy között mekkora az eltérés és annak megfelelöen állitod a Z tengelyed . Számoljunk kicsit : ha ezt a kart megépited 250mm sugaru körben akkor ha a magasság a tünél eltér 1mm-t akkor ha használsz egy 2,5mm-es sugaru ( 5mm átméröjü ) maroszárat akkor az 0.01mm eltérés lessz a merölegestöl a teljes átméröben ( ettöl jova pontosabban be lehet állitani .A lényeg az hogy a lehetö legnagyobb átméröben kell megoldani a kart ami még elfordul az X lábak között , én olyan 2-3 tizednél ( szemmel jol látszik ) megszoktam állni tovább nem nagyon van értelme , de lehet még pontosabban is csak kitartás. Gondolkodtam és számoltam kicsit a belogáson : sajnos azt a sulyt nemfogja birni , cserélni kell . Ha utánna számolsz a 25mm-es vezetö szárnak és a hozzávalo golyosperselynek akkor a végén jobban jársz ha veszel 16-os alátámasztott tengelyt és 16-os hasitott golyosperselyet és azt teszed fel a profilban .Összesem lehet hasonlitani a ketött ( de ezt Te is tudod ). Amit irtam a sulytöbbletröl a 25-nél további problémákat vethet fel és az plusz költségeket von maga után.
Ezt a körbeforgatósat még emésztem azonban találtam egy másik problémát.
Csináltam egy fúrófile-t cirka 140 furat. Fogtam egy papírlapot és kifúrtam. Rewindeltam, a fúró pontosan betalált az első lukba, majd a másodikba, satöbbi. Rewindeltem a fúró pontosan betalált az első lukba másodikba, satöbbi. Megörültem, kivettem a fúrt lapot, és ráraktam a nyomdai fóliára, és nem stimmel. Az alsó sort illesztem, és bár az alsó sor második felét a program közepén fúrja, stimmel, de ahogy megyek felfelé az y-nal az x annál inkább jobbra tolódik, és ami a poén, hogy teljesen mindegy, hogy mikor fúrta az adott lukat, vagy hol hol helyezkedik el az x tengelyen (magyarán egy sornyi x luk) mindig ugyan annyival van jobbra tolódva, és minél feljebb megyek az y-on annál nagyobb ez a jobbra tolódás, de azonos y sorban mindig ugyan annyival van odébb. A mellékelt ábra talán jobban elmagyarázza, a piros a fólián lévő luk, a fekete a papírba fúrt luk. Ennek mi az oka?
Első pillanatra látszik, hogy nem merőleges az X az Y tengelyre. X és Y által közbezárt szög kisebb, mint 90fok.
Szia
Féltem ezektöl a dolgoktol ,ahogy a sir-nyeteg is irja ( ezeket modtam hogy elöbb meg kell csinálni marogatni kicsit és utánna jön a teszt. Akár egy tollal is , rajzoltass a masinával a lehetö legnagyobb négyszöget és mérj átlot .Logikusan addig állitod amig a két sarok nem lessz egyforma ( nem a méret a pontos hanem az hogy a kétsarok egyezzen ) egy sima méröszallag is jo hozzá ( csak mindig ugyanazt és ugyanott használd ) .Szintén nagyon pontosan belehet állitani a gép derészögeit igy .( irj egy G-kodot és a gép max munkaterületében furass vele 4db jukat ( gravir tüvel ) de ugy hogy éppen csak hogy érje az anyagot ( valami keményebb anyagba pl: bakelit ) és ne a furat közepét mérd hanem a furatok ( pontok ) szélétöl a másik furat ugyan azon széléhez és átlosan ugyan igy . Elég ha csak a négy sarkára ragasztol kis bakelit ( vagy nyák ) darabokat , a mérés a lényeg . Tetszik hogy hogy állsz hozzá a dologhoz ( más már ezeket elhalgatta volna ) , korrekt .
Megint meg néztem a videot ( már vagy 6 x ).
Elöször mérd meg a vázad hogy ott rendben van-e minden és hogy az 90fok-e ( szintén átlot mérj , pontosabb mint a derékszög ) .Lehet elég ( és könnyebb is ) csak a vázon csavarni kicsit .
A váz derékszög a toronnyal lesz, gond, de szerencsére azt könnyen lehet állítani. Pár milit az egyik irányba az egyik tengelyen pár milit a másik irányba a másik tengelyen és jó lesz.
Az nem jó, hogy húzok az y-ra merőleges vonalat az asztalra, és addig igazítom a tornyot, amíg azon a vonalon nem megy végig? Vagy csak felfogok egy profilt abszolút derékszögbe két szorítóval, befogok egy 8-as csavart a maróba, és addig állítom a tornyokat míg pont érintőlegesen megy a befogott csavar a profillal?
Én először úgy csináltam, hogy az Y irányban érintőben lefogattam egy nagy derékszöget. Az érintőt úgy állítottam, hogy befogtam egy törött marószárat fordítva a patronba, és érintőt vettem a derékszög külső oldalán. Hézagmérő a sztaniol papír volt. Derékszög lerögzít, és az X oldalon érintőre pontosítottam a hidat. Ennyi. A nyák fúrás tökéletes lett.
Én is így gondoltam.
Hát ha van mérö derékszögetek akkor csináljátok ( az a derékszög az hány fokos amihez beállitod ? ) .A matematika nem csal , az átlo az átlo és egy négyzetnek pedig két egyforma átloja van .
Megmértem egy 600x600mm-es négyszög átloját a Corel szerint 843,53mm ha ebben a mérésben tévedsz egy vonal vastagságot ( durván 0.2mm ) ami már jocskán látszik szemmel is az azt jelenti hogy az oldalad döl kb 0,15mm-t 600mm hosszon ami fokban joval kevesebb ( és biztos hogy annyi ) mint amit egy sima derékszöggel mérni tudsz . Csinálhatod derékszöggel is de a beállitás után forditsd meg a derékszöget vagy tedd a másik tengelyre ( arra amelyiket állitottad a derékszöghöz ) és nézd meg egy érintövel . |
Bejelentkezés
Hirdetés |