Fórum témák
» Több friss téma |
Fórum » MIG/MAG/Co2 hegesztő készülékek házilag
Témaindító: electorkalandor, idő: Feb 19, 2009
Témakörök:
Igazából a hegesztésre nincs kihatással mert a végeredmény ugyan az.
Esetleg annyi hogy a race hidnál 2 db dióda vezet egyszerre így 2x 0,6 volt esik a diódahidon vagyis a másik megoldásnál egyszerre csak egy dióda vezet ezért 0,6 voltal magasabb a kimeneten mérhető fesz de ez elhanyagolható. A fizikai különbség hogy grace hidhoz nem kell középmegcsapolás és fele annyi menet elég. Míg 2 diódás megoldásnál dupla annyi menet kell viszont elég 2 dióda. De mivel a 2 ször annyi menet több sor huzalt eredményez kicsit rosszabb a hülése a tekercseknek. Remélem érthetően fogalmaztam! 
Aha értem akkor nem befolyásolja a gyakorlatban! Én csak azért kérdeztem mert amit én készítettem gép az négy diódás és sokszor gondolkodtam hogy legtöbb gyári gép középcsapolásos és lehet hogy nekem is úgy kellett volna mert úgy lehet jobb. Köszönöm válaszod.
Kedves Dobo en negy diodas grace hidat alkalmaztam,es azt szeretnem kerdezni hogy itt negy darab puffert kell rakotnom egyenkent parhuzamosan a negy db diodara/
Nem!
2 szál vezeték jön a trafódtól a diódákra ugye? Másik 2 szál közül az egyik megy a munkakábelra a másik a folytóra ugye? Na ahová a diódáknál a folytóra menő és a munkakábelre menő vezeték kötve van oda kell a kondit bekötni. De a polarítást előtte le kell ellenőrízni mondjuk multiméterrel: Bekapcsolod a trafót és ezen a 2 ponton egyenfeszültséget mérsz ha a multiméterbe a piros dugajba a piros mérőkábel van dugva és a mért feszültség előtt nincs - jel akkor a piros mérőcsúcsnál van a + kivezetés. Ide kötöd a kondi + kapcsát. FONTOS HOGY JÓL KÖSD BE MERT HA NEM JÓL KÖTÖD FELROBBAN! Ha valamit nem tudsz kérdezz fotózz és segítek!
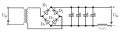
Valahogy így kellene kinéznie a dolognak:
Ezzel azt akarod mondani,hogy a grace plussz es a fojto koze iktassam be,ugy hogy a +jel a pufferen a fojto iranyaba nezen gondolom elkel vagnom a pozitiv kabelt es ez koze kell be iktatnom 1 nagyobb vagy tobb kisebb kondit ami legalab 63 volt 40.000 mf -os legyen akkor talan szeb lesz a varrat koszonom udvi
Válasz gombot tényleg használd!
Olvasd át amit irtál és rájössz hogy nem jól gondolod a kondi=puffer Kapcsait polarításhelyesen kell bekötni a + kimenet (munkakábel) És a diódahid - pontja közé ami lehet a folytó bemenete is. A folytó kimenete pedig a testcsipesz vezetéke.
Kedves Dobo KisAdam kuldott egy szakrajzot ,Ha te jovahagyod akkor nekem ez megfelelne .
Jó a rajz de te nem azt írtad ami a rajzon van ezért írtam mégegyszer gondold átt .
Remélem sikerülni fog bekötni és visszajelzel hogy mi lett az eredmény!
A 24 meneten legerősebb fokozatban vagyis a 165 menetes primerrel ad a trafó 33,5v ot a leggyengébben vagyis a 255 menetes primerrel ad le 21,5 v ot a trafó és a szekunderem az rézből van .
Elképzelhető, hogy a fojtod a pozitív ágban, a munkakábel oldalán van, úgy tudom a fojtót a negatív oldalra a testkábel elé szokták kötni, de majd jönnek a nagyobb szakértők és pontosítanak.
Nem jol tudod.A fojtot a porbelesnel szoktak ,a testabel ele kotni.
Teljesen mindegy, hol van a fojtó. Aki nem ért egyet, kérem indokolja meg!
Sziasztok!Nekem egy 10 éves gagyi gyári COhegesztőbe közvetlenül a kimeneten (a munkakábelen a fojtó után van 63 000mikrofarád) a negyedik kocsit foltoztuk ki vele nem mondom,hogy nemlehetne jobb,de müködik.
Szebben dolgozik, ha a kondi a fojtó előtt van.
Jobb ha a folytó elé kötik a kondit így a kondi töltőárama nem folyik keresztrül a folytón így az nem melegíti feleslegesen .
És a folytónak az ellenállása nem korlátozza a töltőáramot így több energia tud benne tárolódni is. A folytó pedig lehet a munkakábelen és a testkábelen is teljesen mindeggy funkcióját tekintve nem lényeg.
Ez -mint írtam egy gyári gép szlovén gyártmány és nemvolt benne kondi a váci hegesztéstechnikai üzlet tulaja ajánlotta miután panaszkodtam neki,hogy a gép nem müködik rendesen-nála megis vettem a 63 000mikróst-őszintén a fojtó előtt nemis próbáltam - így működik.
Próbáld meg a fojtó elé tenni. Lényeges lesz a különbség.
Én mindig a fojtó elé teszem.
"Teljesen mindegy, hol van a fojtó." Ez így igaz. A fojtó sorban van az áramkörben, így mindegy hogy a pozitív vagy negatív ágban van. A gyári gépekben is arra a pólusra kötik, amelyikre könnyebb a vezetékelés.
Sziasztok. Meg egyszer megkerdezem egy pufferkondival simitott egyenarramu rendszerbe miszerepe van a folytotekercsnek?
A folytotekercs tudtommal, valtakozo feszultsegu halozatban mint rezisztencia szerepel, simitott lenyegeben allig valtozo feszultseg eseten csak az ohmikus elenallasa mutatkozik meg. A simitatlan (pulzalo) egyenfeszultsegu arramkorben a folyto tekercs energiatarolokent mukodik, jelen esetben hegeszto berendezesben, a szerepe kettos az onindukcios feszultseg kovetkezteben elosegiti az ivgyujtast, mivel nincs puffer kondi a nagyobb aranyu feszultseg eses elosegiti a csepkepzodest. Egyebbkent amivel nem lehet hegeszteni arra tehetsz barmit azzal tovabbra sem lesz szep a varrat.
A folytótekercs és a kondi is a pulzáló egyenáram simítására való.
Ha a tápegységeknél vett 1000mikró amperenként ökölszabályt veszed alapul akkor a kondi használata gazdaságtalan egy folytóval szemben. A folytó olcsó és nagy áramok simítására gazdaságosabban alkalmazható. De nehéz méretezni olyan folytót ami minden áramértékre jó ezért megfejelik egy lehetőleg minél nagyobb kondival és az eredmény sokkal jobb mint sima folytónál. Ráadásul pufferelt grace után a fesz gyök kettőször nagyobb mint csak sima folytónál. Az egy más dolog hogy ez üresjárásban igaz hegesztésnél nem tudom mennyire esik le.
Akkor 21,5/24=0,89volt/menet
17volthoz kell17/0,89=19 menet Ha be tudsz fűzögetni 19 menet sodrott huzalt akkor gyorsan ki lehet próbálni a működését. Igy legerősebb fokozatban 26,5 voltot kell hogy mérj. Előbb utóbb úgyis szét kell szedni a trafót ha tudod a menetszámot pontosan akkor vissza is bonthatod 19 menetig.
Áttekertem a szekunder huzalt a trafón úgy hogy 2*24 menetet tetem fel rá , és így legerősebb fokozatban pontosan 30v ot ad a gép de még így is túl magas a varrat , tanácstalan vagyok mit kéne csinálnom , vagy hagyjam ezt a trafót és próbáljam a kisebbiket megtekercselni az 30 négyzetcentis vas .
Szia, merd meg a primer oldal aram felvetelet hegesztes kozben szorozdmeg a trafod attetelevel es Kb:megkapod a szekunder aramot.
Ha hegesztotrafot akarsz tekerni azt ne ugy csinald, hogy van egy vasmagom kiszamolom a menetszamokat es probalkozok vele. A kiindulasnak szerintem annak kellene lenni, hogy szuksegem van egy traforavasra ami minimum 2KW teljesitmeny atvitelere kepes ha van ilyen magom akkor lehet jatszani a menetszamok aranyaval es aranyos csusztatgatasaval, a kello aram (gerjesztes) tartomany beallitasahoz. Korabban szememre vetettek a maximumra gerjesztet toroid trafomat, de azzal tul eros volt a masina. Ne akard azt, hogy egy egyfazisu othoni barkacsgep a 6mm-es vasra homoru varratott rakjon max 3-4mm-es lemezt tt atmelegiteni az iv. Az itthoni ket oszlopostrafom amit bevonatos palcahoz tekertem ketfokozatu de a 8-10mm-es lemezbe mar nem olvadbe rendesen 2,5mm palcanal.
Én nem is akarok 6 mm es vasat hegeszteni vele, csak maximum 3 mm es ig használnám, de azt is csak ritkán mert főleg lemezhez kellene .
A kissebb gyári gépekben is kb 30 négyzetcentis a vasmag, azért gondoltam arra, hogy akkor azt csinálnám meg ha ez a nagy sehogy sem jön össze. Az jólenne ha valaki letudná nekem írni, egy olyan gép tekercsadatait, amiben kb ekkora a vasmag a főtrafónak.
Most szamoltam 24V 100A szekunder terhelesre minimum 60 negyzetcentis vasmag kell, amikor a primer felvetel 2600W.
A gyaritrafokban olyan trafolemezeket alkalmaznak amelyek birjak a gerjesztest. Amit szamoltam neked az atlagos sziliciumlemezre vonatkozik. Ha van lehetoseged jatszadozni a vasmaggal akkor 10-20 menet a magra es valtoztathato feszultsegu toroidtrafofal taplalva felveheted az adot mag gerjesztesi adatait.
Utánna számoltam és az a baj hogy teljesen az alapoktól kell kezdeni.
A trafód mi volt előző életében ? Nem lehetséges hogy folytó volt? Mert a folytók vas anyaga nem alkalmas co trafónak. A másik hogy kiszámoltam 165 menetnél az indukció 1,25 tesla amit lehet nem bír a vasad és csak a primer árama növekszik a trafónak de az átvitt teljesítmény nem. Üresjárásban mérd meg az áramfelvételt ennek 1 amper alatt kell lennie. Ha nem így van akkor telítődött a vas. A másik hogy 210 menetnél már az indukció csak 1 tesla amit már bírnia kellene a vasadnak ebben a leggyengébb állásban mérj terhelés alatt hegesztés közben feszültséget . Mennyire esik le a feszültség. Miért 24 menetet raktál rá? Délután elküldtem a mért adataid alapján hogy 19 menet kell! De most 1 teslával számolva 16-menet elég . Mert ha atrafód 50cm2 a fesz 230 volt a gerjesztés 1 tesla frekvencia 50 hz Akkor a menetszán 207 menet. Szóval a feszültséged még mindig sok. A huzalt hogy tekerted fel? 2 párhuzamos szálat egymás mellé vagy raktál rá még 24 menetet és párhuzamosítottad? Ha párhuzamosan tekerted fel egyszerre akkor csak vissza kell tekerned 5-6 menetet és mérni illetve kipróbálni. Ha még mindig nem jó akkor menj le 16 menetig. A huzalt ne vágd még el csak ha elérted azt az állapotot aminél jó a varat minősége. Jó a polarítás a munkakábelen ? Ott van a + a testen a-. Ha nem vagy biztos a dolgodban fordítsd meg és próbáld ki úgy is. |
Bejelentkezés
Hirdetés |