Fórum témák
» Több friss téma |
Hogy van feltéve a puffer a vezérlőre? Nem tudsz csinálni egy mérést? A puffer felé mikor a motor megy, váltakozóáram folyik, ki-be.
A puffercsomag és a pozitív tápvezeték közé kötött ampermérővel mérni lehetne a pufferáram effektív értékét, különböző üzemállapotokban: üresjárat, gyorsmenet, részterhelés, teljes nyomatékú kiterhelés, stb. A mérésekből lehetne megválasztani az optimális puffer-áram arányt.
helo helo erdeklodnek ki tudna oszerakni egy cnc gepet aluminiumra vasra persze es menibe kerulne
Nagyon sokba, megbecsülhetetlen az ára. Ha ez az igény venni kell egy régi kisebb ipari cnc-t. Ezeket 1.2-3 millió körül adják. hobbigép is lehet. Nézz körül a klavio kft nél új alkatrészek után. Esetleg egy mai kínai marógép átalakítása is megoldás lehet, 300-500 a gép alapára, erre jön 3 golyósorsó, ennek megmunkálása, gép átalakítása, esetleg marómotor cseréje, elektronika, léptető vagy szervómotorok.... Sok kitartással lehet alkatrészekre vadászni a hobby cnc fórumon.
Sir-Nyeteget kérdezd, Ő tud összerakni nagyon olcsó gépeket. Keresd meg levélben.
Diffderenciáltranszformátoros pozíció visszajelzést tud valaki valahol készen forgóasztalhoz?
Se optóval, se hall IC-vel nem látok reményt 5 mikronos ismétlési pontosságra.
Ne haragudj, de 5mikron már nem hobbi kategória.
Körasztalnál alaphelyzetbe, és nevezetes szögekhez való beálláshoz kellene, hogy ne legen ordító a hiba.
Egy 15000 lépéses forgójeladó a nem hobbi kategória (használtan félmillió) És a körasztal nincs is benne a CNC-ben, kézzel kell belőni. Ha viszont van egyetlen ilyen difftrafós érzékelő, akkor csak körbe kell rakni finoman állítható bakokkal az asztalt. Így az egyszerűbb. Kis melóval házilag is építhető, de kíváncsi voltam, tud-e valaki készen.
Rezolver nem lenne jó? Van belőle néhány tipus. Az tekinthető absolut jeladónak.
5 mikronos ordító hiba
 Hát ha te 5 mikront észreveszel, akkor nagyon vájt szemed van. Hát ha te 5 mikront észreveszel, akkor nagyon vájt szemed van.
Nem az 5 mikronos hiba az ordító, hanem az összes többi megoldás.
Az viszont nagyon drága... és beállítani sem egyszerű, mérőrendszert kell hozzá építeni.
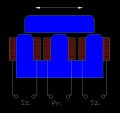
Nem kell irdatlan bonyolult dologra gondolni, a rajzon látható három tekercset kell elkészíteni egy ferritmagra. A Primer tekercsre néhány kilohertzes jelet kell adni, a mozgó ferrit középállását a két szekunder tekercs jelszintjének komparátorra vezetésével lehet megtalálni.
Az ajkak szélességének csökkentésével (köszörű) az érzékenységet növelni lehet. Az olvasóérzékelőből csak egy kell, a nevezetes szögeknél pedig egy egy finoman állítható ferrit tuskóra van szükség. A kísérletezést akartam kikerülni egy kész darabbal.
S mivel akarod 5 mikronos pontossággal bemérni a mágnes helyzetét?
Szerintem akkor már egy lézerrel is pontossabban be lehet állitani (és talán egyszerübben - elég a messzebbre levö falakra bejelölni a lézer helyét - ha akarod szerelhetsz oda tükröket és egy leolvaso helyre irányithatod valamennyi sugarat, és ott kiértékelheted.)
Pontosan erröl van szó. Egyszer én is csináltam egy lézeres méröberendezést.
A marogép 8 darab M10s csavarral volt lecsavarva a mühely 20 cm-s beton padlojához, a lézer meg egy skálára mutatott, ami a falra volt ragasztva (kb 2 méterre a marogéptöl). Az embernek néha még a leheletét is vissza kellett tartani, hogy állo helyzetben is stabil képet mutasson, a legkisebb mozgásra is elmozdult a fénypont, hát mégha elinditottuk a marogépet. Ha most odaszerelek egy fényérzékelö eszközt (pl. egy CD vagy DVD leolvaso fejét), akkor ez szerintem némileg megbolondul, vagy örökké korrigálni fogja a marofejet.
Az ablakkomparátor nem probléma, és mivel nem jelszintről van szó, hanem két jel viszonyáról, tápfeszültség-független lesz a pozíció visszajelzés.
A pontossággal kapcsolatban: az 5u-t ismétlési pontosságként írtam... nagyon nem mindegy!
Nem bemérni kell, hanem egyszeri szögbeállításkor a vasmagot egy M3-as csavarral rugó ellenében beállítani, lerögzíteni, és elfelejteni.
Ezzel nincs is gond, nekünk majdnem ugyanezt kellett csinálni, csak hogyan akarod ilyen pontossággal megtalálni azt a helyet, ahol majd meghuzod az M3-s csavart?
Rossz helyre ment a válasz
. A fém megmunkálás azért nem játék mechanikát igényelne mint sokunknak van. Sir féle nagyon olcsó cnc-ami talán az első volt neki- jó esetleg lézerhez, ha pontosan van összerakva gravírozni, rajzolgatni. De cnc az is a mi megfogalmazásunk szerint. Egy komoly gép rezsiórabére 15-30 e körül van, bonyolultság, súly, tűrés szorzata még az ár. Szóval az se olcsó hogy "beadom a tervet a szerszámosokhoz és megcsinálják" . Persze csak alkatrészeket csinálnák meg.
Még egyszer mondom: ne hagyd hogy megzavarjon az 5um-es ismétlési pontosság. Egy érzékelő ismétlési pontossága az az érték, amekkora különbség maximálisan lehet két különböző mérés között. Ez általában egy nagyságrenddel kisebb kell hogy legyen a beállítási pontosságnál.
Egyébként egy M3-as orsó emelkedése 0,5mm, egy fok elfordulás ~1,39um ami egy 20mm-es átmérőjű csavarhúzó nyelének kerületén 0,17 mm.... Ha 5um-t akarsz beállítani, az 0,619 mm mozgás a kerületen, vagyis bevállalható! A 5um inkrementumos, Heidenhain gyártmányú, több darabból álló mérőlécnek a jusztírozócsavarja szintén M3-as, pedig ott max. fél mikron engedhető meg hibaként. Igaz furatos feje van neki, ami tovább könnyíti a dolgot.
Csináltál ilyent vagy csak mondod?
Egy mikrométeren, ha nem volna benne a kuplung akár 1/100 mm-t is tévedhetsz (összébb tekerheteted) és a felületnek is csiszoltnak kell lennie, hát akkor mennyit tér el egy mezei M3 csavar a kivánt pontosságtól? (Ahhoz, hogy neked 0,17 mm jöjjön ki a kerületen a menetnek hézagmentesnek kellene lennie, a csavarnak abszolut pontosnak (menetek emelkedésének,a felületet be kellene csiszolni, az átmérönek teljesen kör alakunak kell lennie stb. Ilyen csavar meg nem játék).
Igen, csináltam ilyen beállítást, tulajdonképpen nem is értem mi lehet a gondod.
Ha az asztal ki van órázva derékszögben, akkor csak a felszerelt bakot kell hozzáállítani az érzékelőhöz, és utána bármikor villámgyorsan, minden műszerezettség nélkül vissza lehet állítani az asztalt derékszögbe. A méretet te nem is látod, csak figyeled az ablak-komparátor kimenetét és addig forgatod a beállítócsavart, amíg a középső mezőbe nem kerül. Ha ekkor az asztalhoz rögzíted a mozgó magot, a későbbiekben nagyon gyorsan fog menni a visszaállás. 0,01mm-es pontosság 100mm-en nem olyan jó, hogy itt háborogjon bárki miatta, a gépiparban 1000mm-en 0,02 párhuzamosság egy átlagos tűrésnek számít. Sose mondtam, hogy egy elsőként épített famarónál ez kell, mindenki eldöntheti mire van szüksége.
Semmi gondom nekem nincs csak az arányok valahogy nem stimmelnek. Ha valaki 0,005 mm-es pontossággal akar valamilyen beállitást ismételni, itt már az érintkezö felületnek is nagyon pontosnak és csiszoltnak kell lennie.
Te is azt mondod, hogy egy normális elérhetö pontosság 0,02mm, ami még mindig 4x pontatlanabb.
Mondom hogy nem érted.... az érzékelő saját hibájának nagyságrenddel kell kisebbnek lenni, mint a kívánt mérési pontosság.
Az ismétlési pontosság az érzékelő maximális saját hibája. Ugye te sem használnál olyan érzékelőt 0,02mm-esw pontosságú beállításhoz, aminek ugyanennyi a saját hibája. ha ehhez hozzáadod a komparálási ablakot, a kijelzés érzékenységét, igen durva eltérés lehet a vége.
Nagyon elbeszélünk egymás mellett, és értjük is egymást.
Természetesen ahhoz, hogy a 0,02 mm-t be tudd mérni ettöl joval pontosabb méröszerszám kell (ugyan mi?). Azért szereltem én is lézert a padra és a 2 méterre levö falon volt a skála, ahol már aránylag könnyü volt leolvasni az 0,001 mm távolságokat is. A baj az, hogy ha most ideraksz egy pl. ütközöt, vagy beállitod a CNC gépet (az adott pontossággal), aligha tudod megismételni ilyen pontossággal a beállitást. Az ütközö (gépészeti ütközö a T sliccben) +/- 0,05 pontoságot ad (ugyanolyan erövel kellene odanyomni a padot az ütközöhöz). A CNC meg a maga adott pontosságával ismétli a beállitást. (Egyiksem közeliti meg a 0,005mm-t). Nekünk szerencsére csak egy szöget kellett pontosan bemérni egy aránylag nagy munkadarabon. De hagyjuk, azt hiszem már mindent elmondtunk. 
Na most már kiváncsivá tettél hogy mire használnád ezt az általam hihetetlennek tünő ismétlési pontosságot?Ha szabad kérdezni mit gyártanál vagy hadititok?Jól tudom hogy az autoiparban a dugattyúk és hengerek ill:csapágyak illesztési tűrése is nagyobb a te általad elérni kivánt pontosságnál?Vagy csak elmélettel játszol valodi megvalositási szándék nélkül?Akkor mi is lenne a munkadarabod amit mikron pontossággal szeretnél megmunkálni?
Az 5mikronos ismétlési pontosság lehet hogy hihetetlen, de egy érzékelőnél csak a hobbikategória. Bővebben: Link Ez egy közönséges tolómérce ismétlési pontosságát sem éri el. A lényeg viszont tényleg nem a felhasználáson van, hanem a megvalósításon...
Az ismétlési pontosság 0.005umm-en belül tartása ezeknél az eszközöknél valóban hobbi kategória.
DE ennek az ismétlési pontosságnak az elérése nagyon komoly mechanikai kivitelezést igényel. Csak példaként, az általam minden nap kezelt berendezésnek a golyós orsói és lineáris sínjei folyamatosan keringetett szűrt, állandó hőfokon tartott olajban futnak. A megmunkáló szerszámnak olaj nyomással központban tartott főorsója van . Ezeket csak példaként említettem a sok más dolog mellett ami szükséges ilyen pontosságnál. Az ilyen pontosságú megmunkálásnál már figyelembe kell venni a hőmérséklet változását is. Talán hihetetlennek tűnik de még a légnyomás változás is okozhat némi méret ingadozást az ilyen pontosságú megmunkálásnál. Persze itt néhány, 1-2 mikronra gondolok. Ekkora pontosságra a hobbi szinten soha sem lesz szükség. Bocs az offért. |
Bejelentkezés
Hirdetés |