Fórum témák
» Több friss téma |
Fórum » 3D nyomtatás
Inkább vastagabbat. Minél vastagabb, annál jobb, és nem toldani, hanem kicserélni kellene. Inkább a tápját közelebb hozni, és a 230V AC-t toldani, hiszen ott sokkal kevesebb áram folyik, mint a szekunder oldalon.
Biztosíték kell a szekunder oldalra, és akkor nem fog kigyulladni a lakás. Neked is kellene az ohm törvényt nézegetni, lekiabálod a másikat, aztán mégsem jót javasolsz... Ugyanolyan keresztmetszetű kábellel megtoldva csak nő a soros ellenállás, így egyre kevesebbet fog fűteni az asztal. Ha van benne szabályzás, akkor egy bizonyos hosszig ki tudja korrigálni a teljesítmény vesztést, utána nem tudja felfűteni az asztalt a beállított hőmérsékletre. 15perc teszt után lehet tapogatni is a kábelt, ha langyos, az baj. A hozzászólás módosítva: Feb 15, 2016
sziasztok,
végre rászántam magam ABS nyomtatásra. Herz filamentet vettem. Ki mit tapasztalt, melyik gyártóval legkevesebb a baj? 230-250 között javasolják a nyomtatást. több különböző hőfokon próbáltam, 245 körül már jónak tűnik az adagolás, de még azzal küzdök, hogy az első rétegnél kattog, akad az extruderem. Felemeltem az első rétegvastagságot ugyan akkorára mint a többi réteg készülne, de így is kattog, mintha nem tudna kijönni rendesen az anyag. ha picivel (0.05 és 0.08) emelem az első réteg vastagságot akkor már láthatóan is jól jön az anyag viszont így nincs rendes tapadásom. (Kapton + hajlakk) "Kattogós", PLA-nal bevált első réteg esetén ha épp sikerül jönnie az anyagnak akkor nagyon jól megtapad, de úgy látom az az abs anyagsűrűségnek nem jó  Hőfok problémám lenne? (asztal 120-fok.) egy 20x20 mm-es kockát sikerült nyomtatnom, de ott viszont a rétegek összetapadásával volt gondom. (0.2 rétegvastagság, 0.4-es fej)
Ha nincs fűtött terű nyomtatód abs-t nem tudsz úgy nyomtatni hogy erős rétegek alakuljanak ki, csak akkor ha lapos tárgyat nyomtatsz így az alsó fűtés még melegen tartja a műanyagot.
A HIPS mintha ebből a szempontból jobb lenne de ott 125C aláfűtés kell hogy tapadjon, meg kis értékre kell állítani a tárgyhűtő ventilátort.
ahh értem, köszönöm szépen a tanácsot.
Akkor a tervezett dobozt előrébb hozom, legalább a rángatást is csökkentem nagy sebességnél majd egyúttal.
Aki épített nyomtatót az miből csinálta a vezető rudakat?
Küzdök a beszerzéssel, hidegen húzott, hántolt köracélból tervezem, elvileg annak elegendő lehet a felületi minősége, de nem nagyon akar összejönni.
öhm, olvasni kéne... (pisz) nyomtatófej fűtő patronról van szó, nem asztalról. Megnézem, abban hogy cseréled ki a vezetéket, mikor jellemzően ezek a kínából rendelt patronok be vannak öntve valamivel, ergó a kábelt csak toldani tudod. Az meg hogy tegyen rá minél vastagabb kábelt csak egy dologra lesz jó, hogy a MFR500 biztosíték, ami nem egy olvadó biztosíték kigyulladhat, ha netán mégis keletkezik egy zárlat a sok mozgás okozta dörzsölődéstől (járt már selejtes darab a kezem alatt, aminél nem sok kellett már neki)... Nagyon észnél kel lenni ezeknél a kínai vackoknál, mert ahogy írtam korántsem ökörbiztosak.. :/
A hozzászólás módosítva: Feb 16, 2016
Probléma lehet:
1, az első réteged túl kicsi (mérd meg tolómérővel, egyszerű) 2, kicsi az extruder motor teljesítménye. Be kell állítani a stepper meghajtót (A4988 vagy DRV8825 feltételezve), de nagyon óvatosan, mert ha szigeteletlen csavarhúzóval próbálod, akkor komoly károkat okozhatsz. A legtöbb helyen erámia csavarhúzót javasolnak hozzá 3, ha nem a motor ugrik, akkor még mindig lehet gond, hogy a bordás kerékre nincs eléggé rászorítva a szál 4, a bordáskerék nem elég éles, vagy eltömődött 5, ha ABS-ről beszélünk, akkor szimplán az is előfordulhat, hogy túl puha az anyag, sokkal lassabban kellene nyomtatni hirtelen ennyi
Vannak boltok ahol kapsz nem túl drágán köszörült rudat, meg hozzá csapágyakat is. Teljesség igénye nélkül (direkt nem linkelem): klavio, cncdrive, variometrum, mibim (pont hu) ezeknek látod az árait is mert webáruházat is üzemeltetnek, és legtöbb pesti mint Te.
köszönöm a segítséget, végigjárom a lehetőségeket.
ahogy figyeltem, megfogtam a szálat és mikor kattog mintha visszafele ugrana egyet, pedig épp nem visszahúzásnál van. Ha jól tippelem ez jelenti a motor ugrását ? gondolom nem is tesz jót neki hosszútávon ? Azthiszem a bordáskerék életlenségét kizárom, mert mikor kiszedem a szálat látszik rajta a kapaszkodás.
A motornak nem kifejezetten árt, hogy visszaugrik. Ha nem melegszik sem a motor, sem a meghajtó, akkor tekerhetsz egy picit fölfelé az áramerősségen, de ha rendelkezésre áll a motorod adatlapja, akkor pontosan be is állíthatod a motornak megfelelő maximális áramerősséget. A referencia ellenállás függvényében a léptetőmotor meghajtód elméleti maximuma is változó lehet. A legtöbb kínai A4988 általában csak 1A-t tud a 2A helyett.
I = Vref / ( 8 x RS) I - a léptetőmotorod max áramerőssége Vref - bemeneti feszültség a meghajtó IC REF lábán RS - "sense resistor" ellenállása Ahogy írtam csak óvatosan a trimerrel, mert könnyen kistüheted, nem csak a végfokot, de az elektronika egyéb részeit is!!!
végigpróbáltam több lehetőséget amit javasoltál, köszönöm szépen
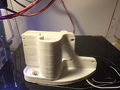
természetesen mindegyiknél egyenként tesztet nyomtattam. a kezdő réteget emeltem --> kattogás maradt emelt kezdőréteg + áramerősség növelés --> nagyon ritkán kattog, 2. rétegnél megszűnik. Tapadás miatt inkább hagyom alacsony első rétegen, mert tapadással így is van gondom, de az már dobozolással szerintem talán megoldom. Nyugodtan szóljatok rám, ha túl sokat kérdezek hülyeségeket vagy épp feleslegesen  Csatolok képet, réteg vastagságokkal és anyag adagolás sebességgel játszottam. Most az lenne a kérdésem, hogy csak én vagyok túl kekec, és maximalista a nyomtatómmal, vagy ABS-nél ne várjak jobb minőséget mint ami a képen látható ? a görbülésből adódó csíkokat megértem, de ahol nincs vetemedés ott viszont már nem értem miért ilyen csíkos, ronda. ? (a kézi feliratok csak jegyzetek magamnak a teszthez)a nagy nyomaton az alsó szélesedéseket megértem, de az összes többi csíkozódást nem, mert PLA-val tükörsima a rétegek egymásra épülése. már 0.3-ig felmentem (fej 0.4) de nem segít. az extrudalas csökkentése sem, mint ahogy a 3. teszt objektum henger részén látszik csak anyagszegény lesz. A extruder anyagtovábbítás mm pontosra van kalibrálva.
Sziasztok!
Nekem az a tapasztalatom hogy nem jó pla nozzle-val abs-t nyomtatni. A bennmaradt pla maradék 240-250 fokon beleég a nozzle-ba. Nálam a kattogás a dugulás előjele. Én abs-hez meg pla-hoz is másik nozzle-t használok. A hozzászólás módosítva: Feb 25, 2016
jö tanács köszönöm.
Igazából én igyekeztem ezt a problémát az elején elkerülni. külön, új fejjel kezdtem abs-t nyomtatni. köszönettel veszek minden jó ötletet, tanácsot továbbra is, de közben ezerrel olvasgatok, keresgélek és újabb hibalehetőség merült fel, mégpedig, hogy nem én vagyok az első aki ráfaragott a herz filamenttel, mert a vastagsága elérheti a 2 mm-t is. ami teljesen megmagyarázza a problémát. Természetesen nem szidni akarom a "márkát", de akciósan vettem és amilyen szerencsém van minden akciós dologgal, simán elképzelhető de azért még próbálkozom legdrágább esetben mire kiderítem a hibát elfogy és vehetek másikat másik gyártótól
elvileg a herz-es nem lehet vastagabb, de ha mégis úgy tudom, hogy cserélik, próbáld meg
a másik fórum jobban pörög, ott előbb kapsz segítséget
Szia. Herz ABS el nekem is ilyen gondom volt. Az oldotta meg hogy az első réteg hőfokát 270 re állítottam (elég magasnak tartottam de bevált), aztán a többi réteget 255 fokkal nyomtattam. Ez a ronda nyomtatás meg nem normális az ABS-nél se.
 Próbáld meg lassabban nyomtatni, tárgyhűtéssel. Remélem neked is segítenek ezek. A vastagsága még a turkálósnak is mindig pontos, nem láttam még 2mm es szálat Herz-ben. Próbáld meg lassabban nyomtatni, tárgyhűtéssel. Remélem neked is segítenek ezek. A vastagsága még a turkálósnak is mindig pontos, nem láttam még 2mm es szálat Herz-ben. A hozzászólás módosítva: Feb 26, 2016
A képek alapján nekem elsőre nagyon úgy tűnik, hogy valami határozott gondod van az anyagtovábbítással.
Milyen típusú extrudert használsz? Ritkán nyomtatok ABS-el (nem szeretem a vetemedése miatt), de ha igen, akkor jellemzően a kész felület sokkal simább, mint a PLA, szinte a rétegek sem látszanak már.
szia,
direkt extrudert, vagy nem is tudom hovatalosan hogy nevezzem magyarul , a nem "bowdeneset".nem értem még mindig, pedig sok tanácsot kaptam, és végig is jártam egytől egyig mindet. ha PLA-t nyomtatok szinte tükőrsíma a felületem, természetesen a technológiából adódóan a csíkozás a fénytörésben látszik, de a körmöm sem akad meg olyan sima és pontos. Már már csak az anyag sz*r minőségére tudok gondolni. Talán nem egyenletes eloszlásban egyforma az anyag olvadása? a hőfokom stabilabb mint a forint . Teszteltem már úgy is, hogy 150%-osra állítottam az anyagtovábbítást és akkor sincs már akadási problémám. Drasztikus tempóval tudom tolni az anyagot, és olyankor a levegőbe tolásnál nem látok hibát, "buborékozás", pattogás sincs.
Nekem még mindig ilyen recés a PLA is. Találtam egy weboldalt, ahol összefoglalják a nyomtatási hibákat:
3d nyomtatás hibái
Nekem mondjuk ez sebességnek tűnik, és z-jerk-nek mintsem extrudálásnak.
Próbáld ki azt hogy drasztikusan leveszed a sebességet. Most fogyott ki a "Kínai" pla-m és kezdtem nyomtatni a Herz-es PLA-val. Ég és föld a különbség, nagyon jó a herzes a kínaihoz képest.
Szia HERC!
Nem tudom, hogy nekem, vagy esetleg másnak válaszoltál, mert az "új hozzászólás"-t nyomhattad, de feltételezem, hogy mégiscsak nekem szólt, így válaszolok. A sebesség levételével kezdtem. Ahol 40-60 sebesség volt beállítva eredetileg a Repetier programban, most 20-30 sebesség-értékek szerepelnek nálam, de semmi eredmény, csak kuútya lassan készül a nyomtatás. A z-jerk-et nem pontosan értem, mert ez az irány mozog legkevésbé. Egy réteg ideje alatt nem is mozognak a léptető-motorok. Csökkentettem a rétegvastagságot 0,2-ről 0,1-re. A recézettség is ennek megfelelően finomodott. Próbáltam figyelni munka közben a nyomtatót, de a fekete anyaghoz akkora fényerő kellene, hogy pontosan lássam a részleteket, hogy még nem sikerült meggyőzően észlelnem a hibát. Azonban lehet valami, amit a weboldalon írnak az egyenetlen filament átmérőről. Habár én digitális tolómérővel mértem a szál átmérőjét, és egyenletesnek tűnik 1,66-1,67mm mindenhol. Nyomtatás közben mégis mintha néha kimaradna a szál néhány cm hosszban. Ez ugye nagyrészt összeolvad a következő réteggel, így csak ilyen recék maradnak vissza. Írtad, hogy ég és föld a különbség a kínai és a Herz-es PLA között. Miben nyilvánul ez meg igazából?
Szia!
A z-jerk elviekben egy sebesség lassítás váltásoknál. Már ami én ki tudtam venni az angol nyelvű leírásból. Nincsenek nagyon képeim még a Herz-es anyagról. A kínai így néz ki a Herz sokkal szebb.(oldala simább)Egyedül a hőmérsékletet változtattam meg Kínai PLA Extruder 200 fok, Heatbed 90! Míg a Herz-es 180/40 fok! Mikor az első réteget nyomtatod akkor látszik a lerakott vonalakon pl. hogy milyen egyenletes a vonal. Széle hullámos vagy elnyírodott. A kínainál volt mindkettőre példa. Pedig megmértem 1.75 volt mindenhol...És mégsem olyan mint a Herz mert ott elsőre szabályos nyíl egyenes a nyomat.
Sziasztok! Van már egy cnc-m, amit gondoltam, hogy átalakítanék 3D nyomtatóvá, de letettem a dologról, mert nyilvánvalóan egészen más követelmények alapján kellene dolgozni vele és ráadásul a munkatere is kicsi. Olyan megoldást keresek, ami kellően gyors, nagy felbontás elérhető vele és képes 400x300x100m-es maximális tárgyat előállítani. Van valakinek ötlete ekkora méretű gép kialakítására? A magyar Craftboot tetszene, de sajnos nem tud ekkorát egyben elkészíteni. Előre is köszönöm.
Üdv!
3D nyomtató építésben gondolkodok! Egy kisebb gépre gondoltam, amit PLA val használnék. Arduinoval vezérelném, pontosabban ezzel ITT Az X és Y tengely bordás szíjjal, míg a Z tengely egy menetes szárral lenne mozgatva. EZEK a stepper motorok jók lennének az arduinóhoz? Elég erősek lennének a tengelyek mozgatásához? Exrtuderből az 1,75 vagy a 3mm-es változatot válasszam egy kisebb géphez? A programot nekem kellene megírni, vagy az van a neten? (arduinoba) A nyomtató méretei függ a programtól? Vagy a program automatikusan igazodik a nyomtatóhoz? Egy ilyen konstrukcióra gondoltam: A hozzászólás módosítva: Márc 13, 2016
Ezekkel a motorokkal nagyon lomha gépet tudsz csak építeni (nem lehetetlen, de nem ebbe kéne belevágnod), és a választott Arduino sem erre való. A programmal lesz a legkevesebb gondod. Ha már ebay-bon nézelôdsz, írd be keresôjébe hogy "3d 2560" és látod mi kell neked.
Jó lesz. az 1,75mm extrudert válaszd.
A motor MEMA17 kell: NEMA17_3.75V Bár ahhoz a mechanikához tényleg azok a kis motorok kellenek de inkább válassz komolyabb mechanikát. A hozzászólás módosítva: Márc 14, 2016
Ezek a motorok esetleg?
A programot nekem kellene írni hozzá? Vagy lehet letölteni valami univerzálisat? (arduinoval nem foglalkoztam még, ezért a tudatlanság ) A Z tengelyt 2 motorral mozgatnám, EZZEL az elektronikával ez megoldható? A tengelyek méretei függ a programtól?
Jók lesznek a motorok szerintem.
Programot nem kell írnod csak van egy config.h fájl amibe bele kell írni a gép paramétereit pl hogy mekkora, milyen áttétele van, milyen szenzorokat használsz stb, igen jó lesz az az elektronika a 2 Z tengelyhez.
Értem!
Köszönöm a sok segítséget! Szenzorokon pl a végálláskapcsolókat érted? Akkor elkezdek bevásárolni! Ha elakadok valamiben, akkor majd írok! A hozzászólás módosítva: Márc 14, 2016
|
Bejelentkezés
Hirdetés |