Fórum témák
» Több friss téma |
Lehet, hogy már utánanéztél, de azért leírom.
A mágnesező induktivitás az Al*N2 értéket jelenti, ahol az N a primer menetszám. A szórási induktivitást számítása szerintem meglehetősen bonyolult, kimérni úgy lehet, hogy rövidrezárod a szekunder tekercset, és úgy méred a primer oldali induktivitást. Ha komolyabban bele akarsz mászni a hatásainak megértésébe, érdemes tanulmányozni a transzformátor helyettesítő kapcsolását. Nem akarom túlbonyolítani: röviden a lényeg az, hogy flyback konvertereknél hátrányos hatása az, hogy a FET kikapcsolásakor feszültség-túllövést okoz, ami nagy szórási induktivitás esetén sok lehet a FET-nek, valamint, mivel a szórási induktivitás kicsi, gyorsan feltölti a FET kimeneti kapacitását, azaz gyorsan felugrik a drain-source feszültség 0-ról nagy értékre, és ez további problémákat okozhat. (Forward konverternél a hatás ennél összetettebb, bár visszamágnesező tekercs használata esetén nagyon hasonló - tapasztalataim szerint). Egyes esetekben ennek a hatásnak a kivédésére diódát és vele sorban supressor diódát vagy zenert használnak, ami megfogja a tekercs feszültségét, (ezt hívják anglikán szakirodalomban "clamp"-nak), más esetekben RCD tagot (ezt hívják "snubber"-nek). A szórási induktivitás értékét az általam korábban leírt módon lehet csökkenteni, azaz a primer és a szekunder szoros csatolásával. [OFF]Sokan mondják, hogy az elméletet nem szeretik, a gyakorlati tapasztalatokat részesítik előnyben.. én úgy vagyok vele, hogy egyik nincs meg a másik nélkül.. Ha valamit mérek, nem nyugszom addig, amíg meg nem tudom, miért, milyen elméleti dolog okozza, és az melyik realizált alkatrésztől függ, és számolással számszerűleg közelíteni nem tudom. Miután még jobban csiszolódtak bennem a dolgok (mert még van minek csiszolódni), tervezek egy cikket írni ide flyback ill. forward konverterekről, emészthetően megpróbálva majd összeházasítani az elméleti összefüggéseket és a jelenségek magyarázatát a realizált kapcsolással. De ha addig is érdekel a részletes működésük, eddigi ismereteimet szivesen megosztom, csak nem akarom kelletlenül ömleszteni a fórumra).
Lehet hogy nagy de akkor ez volt éppen itthon (a hegesztőbe kellett az izmos meghajtás), másrészt a túl pici maggal az a probléma, hogy ugye jóval több menet kell bele ami már nem biztos hogy elfér egy sorban. Ezen (vagy egy gyűrűn) viszont kényelmesen elfér egymáson az öt sor, középen a primerrel. Nekem 2SK2837-el megy, annál 80nC a Qg, amihez ez a gate ellenállás elég kicsi mert 33 ohmmal is bekapcsol kb. 90ns alatt. Azért szeretem, mert a normál módon tekert (kb. 11uH szórású) trafóval nagyon jól tartja a kimeneti feszt, tehát nekem a legjobb kompromisszum. Kipróbáltam a pwm-et is, de az csak szoros csatolású trafóval működik normálisan. Van belőle egy deszkamodell amin kísérletezni szoktam, majd megpróbálom még lassítani a meghajtást hogy még kevesebb zavart termeljen.
Egyébként úgy néz ki, hogy a pwm végfokhoz is ez lesz a befutó. Akartam hozzá egy finomabb (rezonáns) tápot, hogy azzal majd teljes csend lesz a hangszóróban, de nem. Kértem egyet kölcsön, de azzal is ugyanúgy összefütyül, hiába van akármennyire szűrve és hidegítve. Teljes csendet csak az 50Hz-es trafóval produkál, ezért marad ez a táp, ez már bizonyított. Megmértem, 0,2W-os kivezérlésnél már egyáltalán nem hallható a fütty (ami talán bedobozolva majd még kevesebb lesz, vagy el is tűnik). Szóval bulizni kiváló lesz. Most műterhelésre várok mert az enyémet nem akarom 700W szinusszal szétpörkölni.
Azért csak ömlesz(szétek)d a tapasztalatai(tok)dat, ismétlés a tudás (al)apja-anyja.Sokan nem olvasnak vissza (vagy nem tudják, hol keressék/olvasták). Én most be vagyok korlátozva (tél), kb. 5x olvastam el a topicot, és mindig találok új dolgokat (Vagy nem találom, amit keresek). Azt hiszem, mások nevében is megköszönhetem türelmeteket, magyarázataitokat (-).
Szia:Kálmán  :worship: :worship:
A kérdés elsősorban kattnak és ekkoldnak szól.
Fejleszteném tovább a rezonáns tápos táblázatot. MIután a cucc kiszámolja szükséges huzalkeresztmetszetet, megbecsüli hogy ez mekkora tekercselési keresztmetszetet foglal el az adott menetszámmal. A magok (csévék) atlapjában szerepel a tekercselési keresztmetszet általában. Értelemszerűen nem lehet betölteni a teljes tekercselési keresztmetszetet rézzel. Tegyük fel, hogy egy csévét jó szorosan, ügyesen, teljesen betekerek drótsodratokkal. Vegyük ekkor "c" empirikus faktort, amit úgy definiáltam, hogy a teljes rendelkezésre álló tekercselési keresztmetszet és a beletekert rézkeresztmetszet hányadosa. Szerintetek milyen érték körül alakul ez? Esetleg néhány általatok megtekert trafóra kiszámolnátok ezt az értéket? Lehet rosszul számoltam, de úgy vettem észre, hogy nem tudok elérni 4 alatti értéket... (szóval a teljes keresztmetszet max 25% is nehezen lesz réz, totál szoros tekerésnél) Az egésszel az lenne a cél, hogy még a trafó megtervezésénél figyelmeztessen a táblázat, hogy az adótt réz nem fog beférni.
És mit jelent pontosan, a 80nC, Qg?
Le tudod vezetni, a fet gate méretezésedet az EF25 trafódhoz? Szeretném megérteni.
Ha betartod a kúszóutakat, meg rendesen szigeteled, akkor már nagyon jó érték a 25%. Persze ez a trafó méretétől is függ, mert a kúszóutak miatt kieső területek százalékosan kisebbek egy nagyobb csévetestnél. Meg nagyon sok függ attól, hogy milyen a tekercselőanyag. Litze, sima drót, fazonhuzal, vagy lemez. Mindenfélét tekertem már, 20...65% körüli kitöltéssel. ( Még olyat is, ami két párhuzamos lemezből volt, közte mylar szigeteléssel... nem ajánlom senkinek. ) Nem mindegy, hogy fojtó, vagy trafó, hány gombolyítás van rajta, szóval, ezt nehéz egy táblázatba betenni. Ráadásul mindenki másmilyet akar csinálni, pl: egy szekunderrel, vagy többel, jó nagy keresztmetszet kell mondjuk a szekunderre, akkor jóval nagyobb területek kiesnek a kivezetések, meg a nagyobb menetemelkedések miatt, stb.
Ha csak egy átlagos, mondjuk erősítőhöz való trafó, ott ezt a 25%-ot megtarthatod mondjuk a kisebb vasmagoknál, de egy E55-re már ez lehet 30 % is. Szerintem, inkább csak irányelveket adjon a táblázat, mert ezt nem lehet szerintem még 10% pontossággal sem kiszámolni. Azt viszont lehetne, hogy a felhasználók elküldik neked a kész trafójuk tekercselési utasítását és azt te betennéd a cikkedbe. A sok utánépítés során létrejöhetne egy adatbázis, ami különféle trafókat tartalmazna, ebből azért már a kezdők is tudnának választani.
Köszi szépen katt, ezek nagyon jó infók.
Közben utánanéztem egy-két dolgok. Például találtam olyan speckó dolgot, hogy négyzet alapú litze, ezzel például 50% kitöltés elérhető már kézi tekeréssel. Megnéztem néhány gépi tekerésű trafó adatlapját, itt feltudtak menni 50% fölé. Persze fazonhuzal, vagy rézfólia esetén is jó kitöltést lehet elérni. Ezek alapján nagyon ügyes tekerésre a 4-es értéket fogom javasolni, gépi tekercselésre a 2-3-at, és kezdő tekerésnek a 10-et. Természetesen ez tákékoztató jellegű lesz, de jó lenne, ha lenne gy előzetes tájékoztatás, hogy az adott cucc beférhet -e. Különben az illető csak a tekerés közepén fog rájönni, hogy bibi van.
Persze, jó lesz.
Van mindenféle litze, nagyon komolyak is. Két, közös problémájuk van: az áruk, meg a kis mennyiségű beszerzésük. ( Sokan azt gondolják, hogy a tekercselés egy olyan nagy dolog. Nem az. Kell hozzá némi gyakorlat, de nem olyan nagy dolog. Egyébként, mire egy trafó tényleg jó lesz, legalább kétszer kell megtekerni... vagy többször. )
Akkor mégis csak nagy meló. Én a rengeteg huzalvéget utálom meg kapargálni, aztán le ónozni. Ez vagy 200 huzal trafónként.
A szaliciltől többször megfulladtam, olyan büdös, és nem is olyan gyors módszer. Próbáltam forrólevegős pákával is le égetni, az se valami nagy módszer. Ha lenne több hely, hogy be tudjam mártani a tekercs testig forró ónba, az jó lenne, de sajna a tekercs test sem bírja a hőt. Így hát marad az egyenként pucolgatás. Ez rengeteg idő. Utálom is.
Van egy sokkal egyszerűbb módszer. Vegyél egy tégely szilárd fenyőgyantát (kb 400 forint). A huzal teljesen összesodorva, pákával a huzalon mártasd bele a gyantába (hogy olvassza a gyantát) és húzd ki, ekkor felszed egy adag gyantát.
Most kezdd el pákával ónozni, totál gyantásan. Finoman a forrasztóval körülröl mintha kaparnád. Ekkor ahogy elfüstöl a gyanta felszedi a "zománcot" és alatta rögtön ónos lesz. Nem kell szétsodorni, egyszerre meg van a sodrat, a gyanta még égetve sem túl büdös (fenyőgyanta fenyőillatő), és rögtön forraszthatod a csévelábra. Attól függően milyen hosszú részt mártasz be a drótból a gyantába, annyi ónozdóik fel.
Na számolgattam még amúgy. A nagyon kemény munka trafókat már nem én szoktam csinálni, azt rábízom egy profira, ő 50% feletti kitöltést is szokott produkálni.
A régi tekeréseim kb 20-25%-osak, újabban én is 30% felett szoktam már tekerni, ami biztató.
Van egy fórumtársunk, ő foglalkozik litze gyártással. Keresd meg mail-ben. Nem hiszem, hogy túl drága lenne és az forrasztható litze, nem kell vakargatni.
albinolynx@gmail.com ( Egyébként, a legjobb megoldás venni egy bund 0,1-es kétszeresen zománcozott huzalt, aztán olyat csinálsz belőle, amilyet csak akarsz. A Villértnél 3...5 ezer kilója. )
Én pont fordítva csinálom. A komolyabbakat nem merem senkinek kiadni, a gyengébbeket meg a Tali csinálja.
A Talival telepatikusan beszélsz? Velem nem áll szóba már vagy fél éve. Hiába írok neki.
Az üzlettársam kommunikál velük, közelebb lakik Váchoz, ráadásul együtt jártak iskolába. De azért néha vannak problémáink...
Akkor nekem sose lesz onnan kicsi toroidom. Régebben lehetett vele bizniszelni, de akkor is értetlenkedett.
Mindegy
Ahogy nézem már megkaptad a választ a kérdésedre. Sajnos erősen függ a trafó egyéb paramétereitől, hogy mennyire lehet rézzel betekercselni. Egyébként ezért szeretek pl. PCtáp trafókkal is dolgozni, mert a többség viszonylag jól meg van csinálva. A fejlesztésekhez nem nagyon kell trafót készítenem (a komplett tápok olcsóbbak mint az itthon készülő trafó), amiket csinálok azok többnyire hobbi célból kellenek.
A 80nC Qg azt jelenti, hogy 80nC a Qg.
 Ez az a töltésmennyiség amit a vezérlésnek a FET bekapcsolásakor be kell pumpálni, illetve a kikapcsoláskor el kell vezetni. Ez adott, tehát a kapcsolási idő rövidebb lesz ha nagyobb áramú a meghajtás (pontos számszerű méretezést találsz valamelyik könyvben). Ezt a meghajtást még a hegesztőhöz csináltam és nem is nagyon méreteztem csak a trafót. Ott abból indultam ki, hogy a talis vasak 0,15T-nál még alig melegszenek (kb. max. 40-45 Co-ra). Ezért a gate trafónál ennek egy picit alá mentem, a főtrafónál meg fölé, mert azon a nagy terhelés miatt úgyis kisebb feszültség lesz. A gate ellenállással meg úgy voltam hogy legyen kicsi, akkor folyhat az IGBT-be jó nagy áram, másrészt az UCC-nél a dead time is elég kicsi, és egy hegesztőben nagyon nem mindegy hogy mekkora a kapcsolási veszteség. Ehhez a táphoz egy 10 vagy 22 ohm is elég. Ez az a töltésmennyiség amit a vezérlésnek a FET bekapcsolásakor be kell pumpálni, illetve a kikapcsoláskor el kell vezetni. Ez adott, tehát a kapcsolási idő rövidebb lesz ha nagyobb áramú a meghajtás (pontos számszerű méretezést találsz valamelyik könyvben). Ezt a meghajtást még a hegesztőhöz csináltam és nem is nagyon méreteztem csak a trafót. Ott abból indultam ki, hogy a talis vasak 0,15T-nál még alig melegszenek (kb. max. 40-45 Co-ra). Ezért a gate trafónál ennek egy picit alá mentem, a főtrafónál meg fölé, mert azon a nagy terhelés miatt úgyis kisebb feszültség lesz. A gate ellenállással meg úgy voltam hogy legyen kicsi, akkor folyhat az IGBT-be jó nagy áram, másrészt az UCC-nél a dead time is elég kicsi, és egy hegesztőben nagyon nem mindegy hogy mekkora a kapcsolási veszteség. Ehhez a táphoz egy 10 vagy 22 ohm is elég.
A huzallal kapcsolatos gyakorlati tapasztalatokra lennék kíváncsi: villamos paraméterek szempontjából melyik az előnyösebb? Több szálat párhuzamosan, egymás mellett tekerni, vagy ezeket összesodorni? (Eszembe jutott szekunder tekercsnél az is, hogy mivel 0,2-es huzalom van jó sok, néhány szálat összesodorni, és ebből többet párhuzamosan tekerni)
A több szál párhuzamosan jóval kevesebb helyet foglal, a sodrat viszont jobban hűl mert lesz egy csomó levegő a menetek között. Az első megoldást szoktam használni.
Ha csak egymás mellett tekersz x darab szálat, az lesz a probléma, hogy lesznek szálak, amik a pászma tetején mennek, ezek hosszabbak lesznek, vagyis nagyobb lesz az ellenállásuk. ( amikor görbül a csévetest sarkain ) Amik meg a csévetesthez közel vannak, azor rövidebbek, inkább ők vezetik az áramot. Ha összesodrod, akkor kedvezőbb, de, még így is lehetnek olyan szálak, amik a pászma közepén haladnak, ezek lesznek a legrövidebbek. ( én ezt használom ) A legjobb, ha öszzefonod őket. Ez hármas fonásnál még nem olyan nehéz, de az a baj, hogy szálanként kellene fonni. Tehát, ha három szálat használsz, akkor hármas fonás. Ha 8-at, akkor nyolcas fonás. ( Neten ezeket meg lehet találni, a kalácsot is 8-as fonással csinálják. Persze nem ducira kell csinálni, hanem laposra. ) Vagy azt is lehet, hogy ha sok szálból áll, akkor csinálsz 5 szálból sodratot és ha mondjuk 15 szálból kell a litze, akkor ebből 3-at összefonsz. Vagy lehet 5-ös, 8-as fonás is az előzőleg elkészített sodratokból. Arra kell figyelni, hogy minél többet fonsz össze - 5...8-as fonás - annál szélesebb lesz a fonat. Ez van amikor jó, van amikor nem, tehát ezt át kell gondolni. Azt azért tudni kell, hogy a fonás nagyon rossz kitöltési tényezőt eredményez, tehát nem tudsz annyi huzalt betekerni az ablakba. Erre a litzegyártók azt találták ki, hogy valahogy négyszögletesre alakítják a fonatot. Ez ugye házilag nem megy... A jobb gyártók megadják az Rac-t, vagyis különböző frekvenciákon a litze ellenállását. Egyszer kellene erre a mérésre építeni egy műszert.
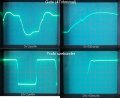
Mértem neked a deszkamodellen 47 ohmos gate ellenállásokkal.
Én úgy tekertem eddig párhuzamosan a szálakat, hogy azok szigorúan egymás mellett futnak, a rétegek közé pedig mylar szalag ment (ami azt hiszem a szórt kapacitásokat is csökkenti némileg). Tehát ebben az esetben elvileg minden szálnak ugyanolyan hosszúnak kellene lennie. Másrészt legutóbbi trafómat ERL-30 magra tekertem, aminek a középső oszlopa az ETD-29-hez hasonlóan kör keresztmetszetű. Mondjuk amilyen vakmerő vagyok mostanság.. még az is lehet, hogy nekiállok 2-3 méter hármas vagy négyes fonatnak

Hát, lehet egymás mellé tekerni a szálakat, de ez mondjuk 30 szálnál már elég nehézkes...
Szekunder esetén, pl. ha 0,2-esből kell 30 szál, úgy gondoltam, hogy 5-8 szálat összesodrok, és azokat egymás mellé. Lapos fonatok is szóba jöhetnek a röbid hossz, csak ha azokkal jól akarok helyet kihasználni, egymás felé kell helyezni, akkor meg bejön megint az általad leírt dolog.
Hi,
Az lenne a kérdésem hogy ehhez az akkutöltőhöz lehet-e készíteni tápegységet pc táp trafóval?
Én az alábbi kapcsolást néztem és az lenne a kérdésem hogy elég-e ha kicserélem az ic-t egy top204-esre, a zenert egy 33v-osra, a biztosítékot egy nagyobbra, és az üzemi trafót haaználom?
Valamint vannak-e ezek között olyanok ahol figyelni kell az átfolyó áram nagysága miatt? |
Bejelentkezés
Hirdetés |