Fórum témák
» Több friss téma |
Kotyogj bele nyugodtan!
 Nyilván Sir félreértette a kérdést, de köszönöm neki is a segítő szándékot! Nyilván Sir félreértette a kérdést, de köszönöm neki is a segítő szándékot!  Nem is a nagy marási sebesség elérése a cél, hanem inkább a gyorsabb pozicionálás. Csináltam nemrég fúrást egy 24×24 cm-es plexi lapon, 876 furat volt rajta és nagyon sokáig tartott, mert a G0 is nagyon lassú. Mit értesz eredeti vezérlőn? Milyen típus volt?
Te is félreértettél!
 Azt levettem, hogy most ez van, de mi volt előtte? Azt levettem, hogy most ez van, de mi volt előtte?Tegnap sikerült 1600mm/min sebességet üresen kicsikarni az Y tengelyből. Nem tudom, vesztett-e lépést, de nagyon hasított! Csodálkoztam is rajta. Persze ez csak a step/mm érték magasra emelésével sikerült elérnem, tehát használni nem tudom, de ment. Idézet: „a váz teszteknél 1800mm/sec ig ment üresen a gép, 800 fölött marni már nem szerencsés” Ez biztos? Nem 1800mm/min?
Igaz - elírtam! 1800mm/perc..
 A régi vezérlőm Kulcsár Zoli féle volt. Lehetséges, hogy amúgy nem lett volna rossz - de a kapcsolóüzemű tápja nem állt a helyzet magaslatán. Munka közben szabályszerűen felrobbant az egyik FET benne és nagyon zavarérzékeny volt az egész. Ha bekapcsoltam a megmunkálómotort - maguktól előre-hátra lépkedtek a motorok - vezérlés nélkül. A régi vezérlőm Kulcsár Zoli féle volt. Lehetséges, hogy amúgy nem lett volna rossz - de a kapcsolóüzemű tápja nem állt a helyzet magaslatán. Munka közben szabályszerűen felrobbant az egyik FET benne és nagyon zavarérzékeny volt az egész. Ha bekapcsoltam a megmunkálómotort - maguktól előre-hátra lépkedtek a motorok - vezérlés nélkül.
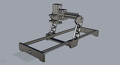
No! Azt hiszem hogy nálam a terv összeállt. Valami ilyet próbálok összehozni. Igen, ha valaki ráismer, a Probotix Fireball adta a mechanika ötletet, csak ez olcsóbb lesz mint 4000 dollár.

Én a helyedben a Z tengelyhez is alátámasztott lineket tennék. Úgy, hogy a tengely a Z-re és a kocsik pedig az X-re.
Volt egy olyan gondolat is, de nem fér el akkor a golyós anya.
Sajnos ez inkább csak látványnak szép. Mint megmunkáló gép már kevésbé. Ezekböl az anyagokból komolyabb vázat is tervezhetsz és ne a látvány hanem a használhatóság vezessen.
Hol láttok még hibát? Bármilyen ötletet szívesen fogadok.
Ha már ilyen drága dolgokat tervezel, akkor a helyedben inkább használnék rendes lineárokat az alátámasztott tengely helyett.
15, 20, 25 ös lineáris kocsi+sín(akár ilyen sorrendben), a híd döntésével munkateret nyersz, de szerelésnél bonyodalmat is.
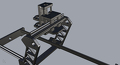
A híd könnyítése megint bonyodalom, csak akkor ajánlott, ha minőségi anyagból van, illetve ismered az oda szükséges számításokat is. Ezekhez kapcsolódva, fontos a híd magassága, mert ez beleszól a merevségbe is(nem mindegy, hogy 20 as mdf lapokat akarsz mardosni, vagy mondjuk 100x200x200 as alutömböket). "Papíron" jól néznek ki ezek a rajzok, bár jó lenne valami méret is mellé... Alapból az oldalarányok is furcsák, irreálisan hosszú és keskeny, ehhez mérten viszont magas...
Lézerhez látszik alkalmasnak... a forgácsolóerők ugyanis csúnya dolgokat művelnek az ilyen levegős karcsú szerkezettel (durva tized milliméteres hibák). Még a nagy gyorsulások is megviselhetik...
Az egész 20-as aluból lesz. Ilyen "drága" lineárokra egyenlőre nem költök. a Legkeményebb anyag amit marni fogok vele, az a 3mm-es karbon lap, és az MDF, esetleg dalamid. Munkaterület 1000x290 lesz. A Z tengely azért olyan magas, mert tervbe van hozzá egy kis eszterga is.
Az a "20-as alu" még drágábbá teszi (Van fogalmad arról milyen körülményes kivágni? Még a 4kW-os fiber laser is elhasal rajta, pedig az több százmilliós ipari cucc, plazmával ronda, lombfűrésszel pedig én nem fognék hozzá), rendes lineár nélkül az ilyen magas portál, ennyire keskeny megvezetéssel akár fél millimétert is hibázhat, ráadásul rugalmasan, amit számításba sem tudsz venni.
Persze hogy elhasal rajta a lézer. Ki beszél itt lézerről? Az alu amúgy is megvan. Csak próbáltam volna tanácsokat kérni, nem lehurrogást. Mind egy, részemről ennyi köszi a segittséget...
Csak azért gondoltam a normális lineárokra, mert említetted a golyós anyát. Ahogy néztem az árakat, egy normális (új) golyós anyás hajtás kompletten, motor nélkül nem nagyon áll meg 30000 alatt tengelyenként.
Igen, említettem, mert 2db készül a gépből egy ismerőssel, az övé golyós orsóval lesz, az enyém trapézmenetessel. De mivel a golyós anya nagyobb, így az adta meg a méreteket. Mivel hobbi célra készül, így nekem elég a trapézmenet. Az első gépem bútorlapból volt, 10-es menetesszárral. Az is tökéletesen pontosan marta a nyákot. Csak kicsi volt a munka területe.
Ez az eszterga ügy... arról nincs egy modell? Mert nem igazán tudom elképzelni...
Hogy segíteni lehessen, legalább a szándékaidat és lehetőségeidet tudnunk kell!
Senki nem hurrogott le, csak felesleges és költséges munkától akartunk megkímélni. A hozzászólás módosítva: Jan 15, 2014
Betesz a maró alá keresztbe vagy hosszába egy eszterga tokmányt, esetleg egy csúcsot. Én is tervezek ilyet.
Ugye nem csak én gondolom úgy, hogy az eszterga és a tokmány - bármennyire összefügg is - nem ugyanaz?

Nem értem mit akarsz mondani/kérdezni... ha így jobban tetszik: esztergatokmány
Forgató lesz az, csak "pongyola" fogalmazásban.
Idézet: „híd döntésével munkateret nyersz” Lehet nekem szegényes a fantáziám, de ha -mondjuk így- hátra döntöm a hidat, akkor amit nyerek vele az egyik végén, azt elvesztem a másik végén. Nem?
1.: A Z-tengely vastagságát nyered vissza, mely függőleges állásnál annyit jelent, hogy lelóg a főorsód az asztalról pl. 10cm-t.. Ha hátramegy a híd, akkor a hátsó pl. 20cm-t nem éri el. Ha ezt behúzod a döntéssel középre, akkor meg pl. 5-5cm-t nem érsz csak el.
2.: A sinek felett legyen középpontosan a marószerszám, ezáltal a forgácsolási erők erőkarját csökkented.
Szép lett nagyon! De ne felejtsd ki az oldalirányú stabilizálást. A két hídtartó oldalirányban lengeni fog. Ennek kompenzálására akarsz 20-as alut használni, ami helyett használhatnál 5mm-t is, ha lenne benne egy merőleges elem. Ekkor viszont már csak negyede az eredeti súlyának, így felesleges a könnyítés is. Ezzel rengeteg munkát megspórolsz és egy kis fürge géped lesz.
Illetve minél messzebb vannak a kocsik/lin csapágyak egymástól, annál stabilabb lesz a gép. Megéri beáldozni 50mm-t a masszívabb konstrukcióért.
Az 1. állítás csak abban az esetben igaz ha asztal pont akkora és olyan elhelyezkedésű mint a híd mozgását biztosító lineár.
A hátradöntés azért lett ilyen nagy, hogy a marószerszám a kocsi elejéhez essen. Meg kb a súlypont is a két lin, csapágy közé kerüljön. Munkatérben az igaz, hogy a döntés miatt amit kapok az egyik végén, az a másik végén kiesik.
Érdekes dologra jöttem rá ma: ha a vezérlőt egész lépésre állítom és a mach3 konfigját is helyesen állítom be, akkor 300mm/min nagyobb értéket nem tudok beállítani, mert csak nyöszörögnek a motorok de nem forognak.
Viszont ha a vezérlőt féllépésre állítom és hozzá állítom a mach3-at is, akkor tudom 800 mm/min-nel is stabilan forognak a motorok. Ezt mondja meg nekem valaki, hogy miért van ez! |
Bejelentkezés
Hirdetés |