Fórum témák
» Több friss téma |
Fórum » PLC kérdések
Témaindító: Thomas10100, idő: Nov 12, 2005
A hőmérő instabilitási problémád megoldódott?
Csak mert nem válaszoltál, csak eltűntél. Pedig érdekelt volna az esetleges megoldásod, és szerintem másokat is.
Digitális potit SPI-vel lehet vezérelni, korrekten, az három digitális kimenet. Analóg kimenet jelét, egy mikrovezérlő ADC-ével digitalizálni (egy feszosztón leosztani max5v-ra) és kiküldeni SPI-n. (vagy amilyen protokollos a digipoti) Nagyjából ilyesmi panel kell hozzá... Azért egy digipoti nem teljesen egyenértékű egy ellenállással pl. a két végpont közti fesz nem lehet nagyobb a tápfesznél (ami az olcsóbbaknál 5v.) és a csúszka árama max 1ma.
A hozzászólás módosítva: Feb 10, 2016
Szia! Sajnálom az eltűnést. Sikerült megoldanom. Szoftveresen írtam egy szűrést. Elve a mintavételezés/átlagolás. Így sikerült stabilizálni és 1 fokon belüli hőmérsékletet előállítani...
A digitális vezérlés töketes. Szonda helyett, tesztelés céljából alkalmaznám. Van ötleted digitális potira?
Sziasztok!
Van valakinek 5lete, a k9vetkezőre? Adott egy darabológép. Maga a művelet nem túl bonyolult, tehát hatalmas tár kapacitás nem kell. 6 db ikrementális jeladót kell feldolgoznia, egy omron plc-nek. Sem a jeladók, sem a plc még nincsen kiválasztva. Milyet érdemes választani, hogy a pontosság mellett az ár is jó legyen? Az alap 5let Cj1 CPU 21 & CJ1w- CTL041 lett volna. (+ táp & IO-k) Esetleg megoldható lenne valahogy Rs-422-vel is valahogy? Köszönettel Gerzson69
Pl. MCP41010 az adatlapjában benne van mikor melyik lábon mit kell küldeni neki. A lényeg egy lábon, jelzed, hogy küldés lesz, másik láb adja az órajelet, a harmadikon ezzel a logikával : Bővebben: Link mehet az adat. (Már csináltam úgy is, hogy az órajelet külön áramkör adta. Bővebben: Link de ennél azért egyszerűbb a mikrovezérlős SPI)
Sziasztok!
A "PLC alapismeretek" topicban már feltettem a kérdést, de nagyon kihalt. Szeretném megkérdezni tőletek, hogy tudja e valaki, hogy hívok meg vagy adok ki utasítást egy Szervo vezérlőmodulnak S7 1200-ról. (TIA 13.0-ból dolgozom LAD-ban) A kérdés témáját illetőleg elég fiktív dolog ez a vezérlőmodul miért-hogyan nálam, mivel nincs még konkrét ötletem sem, hogy milyen típust fogok beszerezni, viszont iparban sokszor láttam így összehangolva rendszereket (Pasztázó, forrasztó, maszkológép) Szeretnék csinálni ilyesmi robotot mondjuk egyszerű tárgymozgatáshoz kezdetben X és Y tengelyen hajtva (A Z-t megoldanám pneumatikusan). Van valami kiindulási pont, vagy valaki tud egy kis elméletet adni e téren? Köszönöm szépen előre is!
Megnézem, köszönöm.
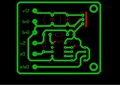
Sajnos mikrovezérlő programozásban nem vagyok otthon. Ezért is a PLC-s megoldás. Meghát eleve PLC-s a kivitelezés. Bár a legjobb egy 0-10V-os vezérlésű dig.poti lenne, akár mikrovezérlővel... Idézet: „Bár a legjobb egy 0-10V-os vezérlésű dig.poti lenne, akár mikrovezérlővel...” Az egy analóg analóg átalakító lenne... A digipoti meghajtása plc-vel inkább programírásban macerásabb, és tulajdonképpen feleslegesen köt le kimeneteket, erőforrásokat. Úgyis kell panelt készíteni a digipotinak, mellé kell tenni egy mikrovezérlőt, ahogy a fentebbi nyákterven van és kész, a PLC analóg jelével vezérelt digipoti. Mint ahogy linkeltem kb 2sornyi programozása a mikrovezérlőnek, úgyhogy az nem lehet probléma, annak aki egyébként megírná PLC-re a SPI protokolt. Léteznek 5v-nál nagyobb feszre : Bővebben: Link Ezek programozását, beszerezhetőségét nem ismerem, de az áruk kb. 10 szeres. És nem a bemeneti 0-10v-al van a baj, azt le lehet osztani a mikrovezérlő 5v-jához, hanem a kimenet nem lehet a tápfesznél magasabb. Ha az áramkör megengedi a digipotival lehet vezérelni műveleti erősítőt, de akár egy lm317-est is.
Szia KAITOMESTER!
Idézet: „hogy hívok meg vagy adok ki utasítást egy Szervo vezérlőmodulnak” Ennek több módja is van, ami sokmindentől függ. A legegyszerűbb esetben megadod a célpozíciót és adsz neki egy start jelet. Erre a szervó a megadott paraméterek szerint (gyorsulási és lassítási rámpa, sebesség) elballag a célpozícióba és amikor odaért megáll, majd jelzi hogy "position reached". A dologhoz szinte mindig társul több (olykor rengeteg) állapotjelző és parancs bit is amiket szintén kezelni kell no meg amiket nem kell figyelembe venni.
Köszi, viszont sajnos pont ez az, amit nem tudom, miként adjak meg.
Először szerintem ki kellene választani az adott feladathoz megfelelő szervóhajtást.(okat)
Legalább nagy vonalakban.Hány tengely kell, milyen motorral lehet megoldani,mennyire kell okosnak lennie a hajtásnak stb.Ezután az adatlapjában megtalálod, milyen interfészen tudod vezérelni.Mindenképpen valami buszon kell majd kezelned, általában minimum néhány word-ot szoktak használni az egyszerűbb hajtások is oda-vissza.(control-status). Innentől kezdve periféria írás/olvasás a feladat.Az a baj hogy nagyon általános ami kérdezel, mi találjuk ki mit szeretnél? A hozzászólás módosítva: Feb 11, 2016
Szia!
A tengelyek számát leírtam, 2, azaz X és Y. Ez legyen mondjuk 300-300 mm mindkét irányba, amelyet bordás tárcsa - bordásszíj átviteles hajtással gondoltam volna megoldani. Tengelyenként 2 db végállásszenzor a túlfutás megelőzése végett. A Z tengelyre nem szükséges motor az általam megadott tárgymozgató-pakoló géphez. Idézet: „Mindenképpen valami buszon kell majd kezelned, általában minimum néhány word-ot szoktak használni az egyszerűbb hajtások is oda-vissza.(control-status). Innentől kezdve periféria írás/olvasás a feladat.” Konkrétan épp erre lettem volna kíváncsi, hogy milyen parancs, jel az amit egy motorvezérlőnek kiküldünk a PLC-vel. Ezért is írtam, hogy még nincs konkrétum, csak egy körvonal, illetőleg általánosságban milyen úton vezéreljük. Ilyen témában szakolvasmányt vagy egyéb információkat szívesen fogadok. Illetve, ha tudtok tanácsot adni, hogy a leírt feladattípushoz milyen relatíve olcsó vezérlők és motorok jöhetnének szóba, azt is szívesen fogadom. Köszönöm!
Idézet: „Konkrétan épp erre lettem volna kíváncsi, hogy milyen parancs, jel az amit egy motorvezérlőnek kiküldünk a PLC-vel.” Konkrétan a parancs egy (vagy több) bit bebillentése valamilyen memória címen. Ez lehet periféria szó, kimeneti címtartomány, belső változó. Lehet kezelni szervóhajtásokat gyári (a hajtáshoz, modulhoz kapott) programblokkokkal, vagy a PLC-hez mellékelt gyári mozgásvezérlő blokkokkal. Ilyenkor ennek a program blokknak a ki és bemenetei számára átadott bitek byte-ok segítségével történik a "parancsolgatás". Ha az X-Y mozgást nem alagzak követő módon akarod kivitelezni, akkor egyszerű dolgod van, ilyenkor mindkét tengelyt csak el kell küldeni az adott pozícióra és várni hogy odaérjen. De ha a bejárt út során meghatározott pályát kell követni az sokkal "viccesebb". Ha tanulás a cél, akkor először az elsőt javaslom.
Mindenképp a tanulás, az alakzatkövetés nem annyira lényeges, csak, hogy a kar mindig eljusson a kívánt pozícióba, méghozzá pontosan. Nos akkor elkezdek nézelődni a progiban.
Még egy kérdés. Ehhez a feladathoz szerintetek inkább léptető vagy szervó lenne a megfelelőbb motortípus? Az eddigi és a további válaszokat köszönöm!
Idézet: „Ehhez a feladathoz szerintetek inkább léptető vagy szervó lenne a megfelelőbb motortípus?” Bármelyik, mivel eddig csak annyit írtál hogy X/Y mozgást akarsz és azzal tárgyakat rakosgatni. Kis mérethez és kis tárgyakhoz a léptető motor megfelelő lehet. Előnye hogy nem kell a tengelyről visszacsatolás. Az egyik hátránya is ebben rejlik, billenőnyomaték fölé terhelve "átugrik" és onnantól offset hibával dolgozik.
Léteznek léptető motorral is szervóhajtások, azoknál ugyanúgy van encoder a motoron
Konkrét választás esetén majd még visszatérek, az eddigi segítségeket köszönöm!
Szevasz Mate78!
Idézet: „Léteznek léptető motorral is szervóhajtások, azoknál ugyanúgy van encoder a motoron” Pontosan így van. Léteznek. De a válaszom nem erről szólt, hanem arról, hogy nem kell rá. Ez alatt azt értem,hogy lehetséges visszacsatolás nélkül is pozicionálni vele ellentétben másfajta motorok használatával. A léptető motorokat jellemzően így, encoder nélkül használják jellemzően kis nyomaték igényű alkalmazásokban.
Üdv!
Segítséget szeretnék kérni, hogy valaki tud-e a step7-ben olyan intervallum időzítőkről, mint az s7-200-asnál a beginning interval time, és calculate interval time? Előre is köszönet!
A beginning interval visszaadja a szabadon futó belső ms számláló pillanatnyi értékét.
S7-nél ugyanezt csinálja az SFC64 (TIME_TCK) rendszerhívás. A calculate interval time pedig ha jól látom semmi mást nem csinál, csak kiolvassa ugyanezt a számlálót és kivonja belőle a megadott értéket. Ezt egyszerű kivonással meg lehet csinálni. Ha az eltelt időt akarod mérni, akkor nézd át ezt az oldalt!
Pozícionáláshoz ajánlom a Tri-tronics (ttco) optikai/lézer érzékelőket. - Átláthatatlan anyagoktól az egyszerű tömör céltárgyakon keresztül az UV érzékeny anyagokig.
A hozzászólás módosítva: Feb 15, 2016
Sziasztok.
Egy kérdés a mellékletben van egy kép az alapján kellene összehoznom a komunikációt a PLC a frekvencia váltó és egy HMI között. A PLC nek van egy MPI csatlakozója amin a PC van csatlakoztatva és még van egy DP csatlakozó. A DP csatlakozóra PROFIBUS - on keresztül rácsatlakoztatom a frekvencia váltót de kellene még egy csatlakozó a HMI nak is szintén PROFIBUS-ra kellene. Hogyan lehetne eszt össze hozni vagy létezik e valamien switch amit PROFINETEN lehet használni. A választ előre is köszönöm.
Üdv!
Nem kell még egy csatlakozó, a HMI és a frekvenciaváltó lehet egy buszon (akár MPI buszon is lehetne a PC-vel együtt. 32 eszközt lehet rákötni a buszra. Maga a busz csatlakozó kialakítása is olyan, hogy két kábelt lehet ...kötni. Arra kell figyelni hogy a busz helyesen legyen lezárva (az MPI is és a profibus is)!! Továbbá, hogy több féle kialakítású csatlakozó van. (90 fokos, 60 fokos, 180 fokos). A TP170-hez szinte biztos hogy 180 fokos (egyenes) fog kelleni.
Kőszi a választ K0bzoli.
És utólag szeretném meg köszönni az előző segítségedet. Az FC40-es ben volt elásva a kutya. Utána járok mijen a csatlakozó kialakítása. A hozzászólás módosítva: Feb 18, 2016
A Helmholznak vannak Repeater/switch-jei MPI/Profibus hálózatra és switch-jei PROFINET hálózatra. Bár ilyen kevés eszköznél, - ahogy K0bzoli is írta - a profibus csatlakozóval egyszerűbb felfűzni. Érdemes ezt is megnézni a Helmholznál.
A tapasztalataitokat szeretném kérni az allen bradley plc-kről úgy általában. Eddig csak Festoval és Siemens S7-el volt szerencsém dolgozni. Ezért arra kérnélek titeket hogy írjátok le hogy szerintetek mennyire versenyképes pl:az Omronnal vagy a Siemenssel szemben.
Szép napot, Festofan96 vagyok! Üdvözlet, Festofan! Szerintem az Allen-Bradley a legkezelhetőbb plc. Persze a szoftveren is múlik. Sajnos a Siemens egyeduralom miatt nem annyira népszerű. Üdv.: Joe
Én úgy gondolom, hogy profibuszra vagy MPI-re repeatert az alábbi esetekben célszerű tenni:
1. Amikor az adott sebességen megengedett szegmenshossz kevés, több kell. 2. Amikor sok eszközt kell tenni egy szegmensbe 3. Ha a helyi adottságok miatt a topológia úgy alakul, hogy "T" elágazás szükséges 4. Ha buszt két részre szeretnénk választani (villamosan, galvanikusan). Más esetekben is használható, de valószínűleg fölösleges. |
Bejelentkezés
Hirdetés |