Fórum témák
» Több friss téma |
Fórum » MIG/MAG/Co2 hegesztő készülékek házilag
Témaindító: electorkalandor, idő: Feb 19, 2009
Témakörök:
Szia! ma megnéztem és a szögvas és a csavar alatt egy fa szigetelés van mind a két oldalt! Így még a szögvas és a lemezek közé is tegyek valamit? Igen én is a primeren gondolkodtam ha már úgy is szét kell szednem akkor inkább a primerre tekerek. Ja igen és ha nem szedném le a szekundert hanem arra tekerném a primert tovább? Vagy ez már nagyon gáz? És az mitől van hogy lefagy a reduktor? pedig nagyon kevés gázzal dolgozom!
Lefagyó reduktor:
Nekem is volt 1 órás gagyi reduktorom és az is valóban lefagyott . Neked is ilyen van? Szereztem egy ipari fornious reduktort na azzal nem fagy le. De lehet hogy valahol elvan repedve a csövezés és ömlik a gáz . Vagy van olyan is hogy a reduktor órája nem literre hanem nyomásra van skálázva ebben az esetben is komoly a hiba mert 6-8 bár nyomással tényleg gyorsan lefagy a reduktor.
Elvileg nem gagyi reduktor két órás és valami márkás de most meg nem mondom mi mert már bezártam! Egyébként bárban mér és 1,5 -2 bárral szoktam használni A csövek vadi új benzin csövet használok rá! vagy ez a gond? Sehol nem szökik a gáz mert már jártam úgy hogy egy pár napig nyitva felejtettem és nem fogyott belőle!
Sziasztok háromfázisú trafón dolgozok illetve tervezek egy komoly gépet.
A következő a kérdésem: Hogyan kell háromfázisú trafót méretezni? Ha a sejtésem jó akkor a menetszámokat ugyanúgy számolom mint az egyfázisú méretezésnél csak 400 voltra. A vas keresztmetszet ugyanúgy az egy tekercsen átmenő vas keresztmetszete . A teljesítmény P= U*I*1,73 Vagy vaskeresztmetszet a négyzeten szer 1,73. Ebben kérnék megerősítést vagy cáfolást.
Nem tudom sok -e a 2 bár mert nekem literben skálázott az órám.
Próbáld visszavenni a nyomást és nézd a hegesztés minőségét.
Amennyiben érdekel az én Esab 256-os gépem trafójának adatai akkor bemásolom neked - éppen tegnap bontottam le az egyik tekercsét mert újra kell tekercselni . Sajna ma nem volt időm vele foglalkozni .
Innen le lehet tölteni az Esab 265 doksiját ( mpisti jóvoltából és utólagos engedélyével ) .
http://www.megaupload.com/?d=A2J44CYL
Köszönöm ez nagyon hasznos anyag átfutottam rajta és sok jó ötlet meríthető belőle.
Mégegyszer köszi.
Szia!
"Szereztem egy ipari fornious reduktort " A legmárkásabb reduktor is lefagy,ha tiszta szénsavat használsz védőgázként, és néhány percnél hosszabb ideig hegesztesz.. Ez pedig azért van,mert a szénsav a reduktorban történő expanzió miatt hőt von el a környezetétől, és emiatt a reduktor hőmérséklete a környezetéhez képest jelentősen csökken. Ezt a problémát szokták kiküszöbölni a reduktorok nyakára szerelhető gáz előmelegítővel. Ez 24;vagy 42V-os 36W-os ketyere,ami a reduktort melegíti. De létezik olyan reduktor is,amibe be van építve a fűtés.Egyébként Co2 gázból 12-15l/perc a szükséges mennyiség ,hegesztőáramtól függően. Emiatt olyan reduktor alkalmazása célszerű,ami l/min skálázású.
Sajnos a könyvtáram még mindig a szoba sarkában hever(a srácom jóvoltából
 )emiatt aztán pontos méretezési leírást most nem tudok adni, de: )emiatt aztán pontos méretezési leírást most nem tudok adni, de:-ha a primer csillag kapcsolású,akkor 230V figyelembe vételével kell kiszámolni a primer tekercseket. 400V-ot delta kapcsolású primernél kell alapul venni. A vas keresztmetszetből számolható teljesítmény: oszlopkeresztmetszet a négyzeten szorozva hárommal,mivel 3 oszlopos a trafó.,és minden oszlop önálló gerjesztést kap(durva közelítéssel igaz,mert a gerjesztés nincs figyelembe véve). A méretezésnél vedd figyelembe hogy a fáziseltolás 120 fok, tehát a trafó minden időpillanatban gerjesztett állapotú. Emiatt a vasban keletkező veszteség magasabb,tehát nem illik úgy meggerjeszteni,mint egy azonos oszlop keresztmetszetű,de egyfázisú trafót.
Majd ma este beírom a rajzon látható az általam megszámolt menetszámokat is és így lesz teljes a kép.
Szia gondoltam addig míg nem tudsz példát küldeni kitalálgatom magam de ez a fránya három fázisú méretezés nincs fent a neten sehol .
Pedig próbáltam keresni több nyelven is. A számolás nem sűrgős csak próbálok előre gondolkodni. Inkább addig foglalkozom az előtolóval és a vezérlésével mert csak akkor akarok dobozolni ha már minden flottul működik az asztalon.
Az Esab LKB-265-ös főtrafójának adatai a belülről vasmag felől számolva :1-2 kimenet között 94 menet (1 mm-es réz), 2-3-as között 94 menet (1 mm-es réz ), 3-4 között 94 menet (1 mm-es réz ) , 4-5 között 220 menet ( 1,4 mm-es réz ) , 5-6 között 56 menet (1,4 mm-es réz ) . Az 5-6-os kivezetés között lévő 56 menetet én az újratekercseléskor kihagyom mivel az az 500 V-os bekötéshez tartozik . Inkább vastagabb rézdrótot használok majd az 1mm-es helyett mivel elég nagy méret váltás van hirtelen az 1,4 mm-ről 1mm-esre és talán vissza is tudom tenni az eredeti szekunder alu profil vezetéket . A szekunder tekercs 16 menetes és 8x4 mm-es szigeteletlen alu profil . A vasmag keresztmetszet mérete egy oszlopon nézve 5,6x5,8 cm .
Köszönöm az adatokat nagyon érdekesek!
Az az érdekes hogy a vas keresztmetszet az elég kicsi 32,5 cm2.
Elsőre nekem is meglepő volt . A vasmag nagyon jó minőségűnek tűnik - a primer tekercselése viszont hézagos , laza és a méretezése nem is teljesen logikus számomra .
Az alu puha szokott lenni és könnyen hajlítható.Én multkor 4mm vastag rezet traktorral meghuzattam és olyan lett mint a nyíl .
Az alu kicsit gázabb mert törhet és könnyen nyúlik . El ne szakitsd .
Húúú ha na egy nagyon érdekes dologra bukkantam.
A tekercsek en csak 5 csapolás van és úgy csinálnak belőle 10 fokozatot hogy használnak aszimetrikus tekercskapcsolásokat is ez óriási ötlet . Nem hiába az esab tud valamit.
Az aszimmetrikus fokozat kapcsolást gyakran használják a háromfázisú CO hegesztő gépeknél . Nem öt hanem csak négy csapolás van fázisonként rajta - nézd meg a fokozat kapcsoló bekötést . Az 5-ös és a 6-os kivezetés már a csillagpontra megyen egy "sorcsokira" és ennek átkötésével választhatod ki , hogy 400V-ról vagy 500V-ról üzemelteted a gépet . Ami nekem nem tetszik , hogy az 56 menetes (6-5) és a 220 menetes (5-4) tekercsrész 1,4-es rézdróttal van készítve a többi 94 menetes viszont 1 mm-es át mérőjű rézzel (azért írok rezet mert a zománcozás nélküli méretet mértem ) azaz hirtelen nagy a rézkeresztmetszet változás ...gondolok itt a fokozat kapcsoló 9-es állására ahol szinte a legnagyobb a teljesítmény ( azaz a primer áram) de még egy tekercs 94menetes rész ami 1-es dróttal van készítve . Azon agyalok , hogy én inkább a 3x56 menetű ki nem használt tekercseket is bevonnám a teljesítmény fokozat kapcsolásába + "lágyabb" és több fokozatú kapcsolóm lenne .

Jaaaa .. és szerintem nem kell hasra esned az "Esab"-tól mert tulajdonképpen semmi extra nincs a főtrafó trafó tekercselésében .....bármely komolyabb magyar szakember vagy cég is tud ilyent csinálni !

Azt az 56 menetet ne vond be a "forgalomba",mert a leggyengébb fokozaton használhatatlan lesz a géped.
Azt viszont megcsinálhatod hogy csinálsz egy durva fokozatot, pl. 2 fokozatút,és a primert úgy tekered meg,hogy a jelenlegi 56 menet helyett lesz pl.100menet; a fő tekercsrész 220 menet marad,mert az adott vasmagból kivehető max.teljesítményhez ez kell, majd a fennmaradó 3 tekercsrészt(ami eddig 94 menet volt) 60-60 menettel tekered meg. Így kiadja az eredetileg legkisebb fokozathoz tartozó feszültséget is,a legerősebb fokozathoz tartozó feszültség is változatlan marad és a 10 helyett 20 fokozatod lesz. További fokozatokat beiktatni nem érdemes, mert az 1V-nál finomabb felbontás felesleges. A durva fokozathoz pedig egy Ganz KK0-6006 kapcsoló megfelel,amit bármelyik villamossági boltban be tudsz szerezni. Még annyit talán, hogy az ESAB-tól valóban nem kell hasra esni,de a hegesztés technológiában és a hegesztőgépek terén is tett le az asztalra valamit. EZ a tény pedig tiszteletet érdemel. A hegesztő trafók terén pedig szinte minden gyártó ugyanazokat az alapelveket követi, a különbségek inkább a kivitelezés minőségében van. Ott viszont égbekiáltó különbségek tapasztalhatók. Tudnák mesélni érdekes tapasztalatokat.
Sziasztok!
Van egy T.I.P. Star 130-as töltőhuzalos hegesztőm, amihez gyárilag 0,9mm-es porbeles acél elektródát adnak. A gép kitűnően működik (CO mentes változat), azonban sokszor mást is kellene hegesztenem. Tud más belet is leolvasztani a készülék szerintetek, vagy maradjak a gyári paramétereknél? Néha pld jól jönne rozsdamentes és alu hegesztése. Ilyen huzalokat lehet is venni, de nem tudom meg merjem-e venni, vagy felesleges pénzkidobás lenne, mert nem alkalmas rá a gép?
Aluval vagy rozsdamentessel kár kísérletezni,mert a géped túl kicsi hozzá. Egyébként ha szerelsz bele gáz szelepet, valamint a negatív helyett(mivel jelenleg a porbeles huzal miatt a negatív a munkakábel) a pozitív pólust teszed a munkakábelra akkor szépen dolgozik 0,6mm-es huzallal a gép.
Még "rágódom" a javaslatodon (100 menet az 56 helyett ) mert bennem nem áll össze a kép még teljesen . Az természetes , hogy az én variációmnál nem lenne lényeges teljesítmény az utolsó két ( vagyis az első -1-2) fokozatnál , viszont így a nagyobb átmérővel rendelkező (1,5 mm ) tekercsek lennének használva az aránylag nagyobb teljesítménynél - igaz még maga a pontos kapcsolós megoldásra még nincs elképzelésem . Az "Esab"-ról természetesen jó a véleményem - nem véletlenül vettem meg . A megjegyzésem a főtrafóra vonatkozott amiben semmi különlegességet nem látok . Más : .. ma lefényképeztem az én gépem fojtóját ill. egy német gyártmányú 200 A-es CO gépét ami légmagos . Számomra érdekes mert aránylag az én gépemé nagyobb teljesítményű és mégis kevesebb rezet kellet hozzá felhasználni a vasmag miatt azaz nem értem , hogy másik gépen a gyártó miért választotta a légmagos kivitelezést .
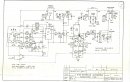
A légmagos tekercs előnye a vasmagossal szemben,hogy sokkal "gyorsabb", valamint nem fordul elő áramlengés, ami a vasmagosnál gyakori jelenség egy bizonyos íváram esetében. A légmagos tekercs egyetlen hátránya a nagyobb menetszám szükséglet. Ennek a lengésnek a nagysága gépenként változik. Egyébként nagyon jó,hogy tettél fel fotót, mert pont ennek a jelenségnek a kizárása érdekében alkalmazzák a komolyabb gyártók a 013jpg -jelű képen látható megoldást. Amint a képen jól látszik, a fojtóval párhuzamosan van egy nagy terhelhetőségű néhány tized ohmos ellenállás. Az ESAB alkalmaz ezen a megoldáson kívül pl. a fojtóval párhuzamos tirisztort is,ami az ív begyulladásának idejére söntöli a fojtót,majd kikapcsol. Az általam vázolt módosítás előnye,hogy sem a legkisebb,sem pedig a legnagyobb fokozat teljesítménye nem fog változni az eredetihez képest. Azaz használható marad a leggyengébb fokozat is.
Tisztelt uraim! Bocsánat,hogy így válaszként írtam a hozzászólást!
Keresem a MIG150 /230V CO hegesztőgép előtoló vezérlőjének a kapcsolási rajzát,amit a fórumon találtam az nem teljesen egyezik a panellal,panel képet mellékelem.Olyan hibajelenség van a géppel,hogy nem indul el a huzal előtolás.A tulaj szerint lassan-lassan mindig csökkent az előtolás,Ő mindig utána állított a potméterrel s most már a végére ért,nem mozdul a huzal.A 2N3055 és BC301 tranzisztorok jók,kimértem.Merre keressen a hibát,esetleg az 555 adta meg magát?Eléggé viseltes a panel a relét is kivezetékelte valaki,a másiknál pedig halott egy ellenállás a 10µF/250V kondival soros tag.A segítséget előre is köszönöm. 
Szia Gábor!
Első ránézésre ez egy W22E panel klón. A 2N3055 helyén egy BDV65C darlington kellene hogy legyen. A panelon 2 db relé kell hogy legyen, az egyik az alapgép főkapcsolóját,a másik a tolómotort kapcsolja. A kártya felső oldalán látható néhány menetet tartalmazó ellenállás a fékezés ellenállása,amit a kihuzalozott relé nyugvó érintkezője kapcsol be. A 2 db 555 közül az egyik a PWM , a másik a ponthegesztés munka/szünet időzítője. Itt a fórumon megleled a W22E rajzát, -még régebben én tettem fel- ha nem találod, akkor itt küldöm még egyszer. A 10µF-al soros tag egy 30ohm körüli ellenállás, az értéke relénként változott, akár a kondié. (a kondi a rajzon 22µF pl.)Ha nem boldogulsz vele, akkor keress PM-ban.
Mivel az előtolás fokozatosan csökkent ezért én arra tippelnék hogy valamelyik kondi lassan kiszáradt.
Mérd ki őket . |
Bejelentkezés
Hirdetés |