Fórum témák
» Több friss téma |
Fórum » NYÁK-lap készítés kérdések
A témában nincs helye a nem szakmai indíttatású vitáknak, ezért a szabályszegést elkövetők azonnali figyelmeztetés nélküli kitiltásban, vagy némításban részesülnek. Ugyan így járunk el azokkal szemben, akik "blog"-nak nézik a fórumot. Ezt mindenki tartsa szem előtt!
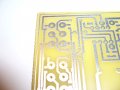
Ja, és megnéztem, mennyi hőt bír ez a festék. A tesztelésre készített nyákom nem volt maratva, hanem a teli nyákra tettem forrasztásálló festéket, arra meg a mintázatot. Így ha nem bírja a festék, akkor el terül az ón mindenfelé. A mintázat felső részén lévő ic lábsor 1,27mm-es láb távolságú pad sor. A kép aljánál meg 0,65mm-es lábtávolságú padok vannak. (TSSOP) A maszkom itt már nem a legszebb, de ha ilyet kell majd csinálnom, biztos fogok csináltatni nyomdai maszkot. Nem ez itt a lényeg. Hanem az, hogy nem vált föl a festék az ilyen sűrű lábak között sem. A betúk 1mm-esek.
Bekentem a nyákot forrasztó pasztával és forrólevegős pákával melegítettem percekig 265°C-on. Nagyon jól terült az ón. Aztán az 5.5 perces mintát elkezdtem melegíteni egy pákával, egy nagy cingolyóval, 350°C-on. Kb 1 perc telt el, amikor szétfolyt a cucc mindenhová. Na de miért? Megfordítottam a panelt, és föl hólyagosodott a sok hőtől. Így jó hogy túl tudott melegedni. Tehát nagyon elégedett vagyok az új festékkel, csak az a baj vele, hogy több időbe telik vele a nyák gyártás. Na meg persze a festék homogén eloszlását is jó lenne megoldani.
Egyébként ha üvegbe akarsz lyukat nem mindig fúróval fúrják, hanem drill készletekben vannak ilyen kis köszörű hegyek , na hasonlóval csinálják , de igen nagy fordulaton vízhűtéssel , és ipari gyémánt a köszörű fajtája .
Sziasztok.
A napokban két oldalas nyákot terveztem prottel prg-al. Lézeres nyomtatóval készítettem a filmet, összeillesztés jól sikerült. Megjegyzem eddig csak egy oldalas nyákokat készítettem, kb.: 40db-ot (számomra elfogadhatóan). Mivel csak 1 db 125 W-os HGLS-el rendelkezem, így 2 x 10 percet világítottam (TOP-BOTTOM). Következett az Előhívás. Az első, amit észrevettem, sok volt az előhívási idő. Második észrevételnél kezdtem lehangolódni. Fényérzékeny réteg előhívása nem történt meg teljesen, és ezek után úgy láttam, mintha a nyák teljes felületéről viszi a réteget. Nyák gyári fotóérzékeny lapok, előhívó folyadék 1 : 8 arányba történt. Két megvilágító lámpa egy időben szükséges?
Szia!
Nem szükséges két lámpa, levilágítód az egyik oldalt, ahogy egyoldalasnál is szoktad, levilágítod a másikat is, úgy hogy a film pozícionálva legyen. Ezután az előhívóba lehetőleg függőlegesen tedd bele a panelt, hogy mindkét oldal egyszerre hívódjon elő.
Nem igazán értem mi történt.
Nem hívódott elő rendesen, ezért tovább áztattad az előhívóban, és ekkor leszedte az egészet? Mivel itt minél több uv éri annál jobban bomlik (szemben a fóliával), és eddig a 10 perc elég volt, nem látom be hogy egy egy oldal miért nem lett jó. Maszkod ezek szerint nem nyomdai, azon átmegy az uv ott is ahol a vezetősávok megmaradnának, de akkor az előhívásnak túl gyorsnak kellett volna lenni. Nem kell két oldalas, én rendszeresen gyártok két oldalast is, jól kell rögzíteni a fóliát és meg kell fordítani. Mondjuk én fúrok előbb, és a lukakhoz illesztem a nyomdai fóliát, így nem tasakot készítek, és jobban tudom rögzíteni mintha tasakos verziót használnék, ráadásul a fólia minél több uv-t kap annál keményebb, de mikor még olyannal dolgoztam mint Te, akkor sem volt ilyen probléma. (Mondjuk én tömény előhívót kevertem, és pár mp belógatás után egy tiszta vizes edényben oldottam le a felesleges lakkot, de ha már 40-et csináltál, akkor biztos kipróbált módszered van)
-Üvegtörésen már rég túl vagyok.
-A nyákot filmmel együtt, két keretes üveglap ? 2 x 5mm- közé szorítottam. Elmozdulni biztos nem mozdul. Mate_x tippjét : függőleges elhelyezését viszont ki kellene próbálnom. Egy próbát megér. Kösz.
Nem nézted az előző hozzászólásomban a linket? A képeken ott látszik, hogy milyen pöttyös lett. Sajnos nincs jobb ötletem a szivacshengernél.
Helló!
Mit tartalmaz a TN160 kémiai ónozó? Ón(II)-szulfátot? Azért kérdem, mert előhívó, marató szert vegyszerboltban vettem és az ónozót is szívesen megvenném ott, ha kapható.
Én azzal újítottam fel, de elég drága arra készülj fel.
(#1130055)zenetom Így kell panelt marni! Érdekességek beli hozzászólására egy képes válasz.
Programok: Sprint layout- jpg konverzió a nyákról Aspire -jpg vektor konverzió és cnc programok írása kézzel tettem rá a furatokat programba. Két hiba van plusz a jpg miatt nem tökéletesek a körök mert veszteséges tömörítési módszer így egy egy részen csúnya a nyák de elsőre nem vártam mást. Gyorsabb mint a maratás, igaz tűvel nem lehet nagy közöket hagyni de fejhallgató erősítőnek jó lesz. A file mérete most az egyszer indokoltan nagy. Ha már tudok fúrófileból csinálni g kódot jobb lesz a fúrás is mint kézzel pakolgatva.
ETC win csinál neked exelonból g kódos fúrófilet, Én is ezt használom. Töltsd le ingyen van.
Nézd meg az aspire tud e png-t fogadni, az nem veszteséges, de nem ettől rosszak a körök, hanem attól, hogy a jpg pixeles, és abból kell vektort csinálni. A sprint layout tud marópályát generálni, feleslegesen nem kell bonyolítani, csak nem emlékszem mivel kell, de biztos lesz itt valaki aki tudja.
Igen, de így is meg vagyok elégedve vele, igaz óráztam a ragacs miatt de jó lett. Nem tudtam erre is képes a sprint, jobb is lenne abból csinálni a pályát vagy legalább a pálya vektorát. Aspire-t jobban ismerem, erről az opcióról nem is tudtam a sprint be.
SprintLayout-ból így lehet marófile-t csinálni.
Bedobok 12 képet. Remélem nem lesz gáz. Most úgy állítottam be, hogy a maró fúrja ki a furatokat is.
Ez a folytatás.
Ez meg a vége.
A 9-es képen a create G-code gombra kell nyomni, hogy elmentse a G kódot.
Köszönöm, így már menni fog. Én vectric programjaihoz alakítok mindent, már van hpgl dfx konverterem, még a furatokat kell valahogy megetetnem vele hogy furatként kezelje, de jó fúrófileból is. Sokkal gyorsabb cnc vel mint bármi mással. Ha technológia megvan akkor már sima ügy, úgy hiszem megtaláltam a kellő előtolást aminél az eredmény nekem elfogadható. Majd valamikor 30 fokos tűvel is teszek próbát, 15 század mélység elégnek bizonyult, valószínű majd teszek bemérőt a gépre. Köszönöm a segítséget! Próbáltam 1 mm es fúróval fúrni de jobb eredményt kaptam 1 mm es maróval így fúrásra azt fogom használni. Sorrendbe gravírozás, fúrás, kontúrmarás. Programba pedig: Sprint layout -hpgl konverzió - AB Viewer - dfx konverzió - Aspire - G kódok - Mach3 gravírozás. ETC pedig a fúrófileokra, persze máshogy is fogok próbálkozni, most azon vagyok minden program és segédprogram meglegyen ahhoz hogy a gépet teljesen ki tudjam használni. Köszönöm a módszered bemutatását ! Innen kiindulva könnyen meglett a megoldásom.
Nem bonyolult kissé az eljárásod?
Szia! Az ETC win érdekelne, hol lehet megtalálni?
google a te barátod:Bővebben: Link
Köszönöm! Próbáltam, de sok tízezer választ adott, lehet hogy nem jól kérdeztem a guglit.
Ilyen festék nekem is kell. Segítesz hozzájutni?
Keresd itt gulasoft -ot. Én is tőle szerváltam.
Különben erről van szó:
Tényleg. Mi is volt a te hígítód típusa? Csak utánaolvasnék.
Az adatlapon 2 félét írnak, lehet az egyik a festéké, a másik meg a térhálósítóé. Mindegy ezeket mondják: XZ96; XZ101 Thinner . A lemosó meg a XZ46.
Sziasztok!
Ezt ma sikerült csinálni, a legkisebb vonaltávolság 0,2mm, és a 0805-ös smd alatt 0,4mm-es vezetősáv fut 
Pár jobb minőségű kép:
Ezeket a vezetősávokat valahogy túl vastagnak találom ,illetve szinte majdnem mindenhol egyforma .Ezt a rajzot te tervezted , vagy más valaki , mert olyan furcsán egyforma minden vezetősáv .Egyébként az smd alatt elfér két vonal is ha kicsit lejjebb veszed a vastagságot sőt még három is .
|
Bejelentkezés
Hirdetés |