Fórum témák
» Több friss téma |
Fórum » Inverteres hegesztőtrafó
Köszönöm a többiek nevében is. Bizonyára többen is megépítik, tehát érdemes volt felrakni.

Vaterán vettem
 Papirkája szerin Germany. ???
Telwin-hez talán jobban hasonlít .

hát azt mondják ami nem kínai az hamisítvány

telwin-nek nincs ilyen tudomásom szerint
Na akkor oda jutottunk pálcára megépíthetem a második rajzon lévőt, de CO-más megoldást kell találni. Köszönöm az eddigi segítséged mindenkinek. Ezek szerint CO-nál inkább a feszültségre kellene oda figyelni nem az áramra. Esetleg valakinek kapcsolás, vagy hogy milyen tipusú PWn vezérlő köré kellene megépíteni?
Én meg úgy tudom , hogy ezeket a paneleket itt készítették Mo.-on és innen vitték ki olaszba dobozolni...talán .

mi a gyújtóelektronikáról beszélünk! lehet félreértettél valamit, ha az általam linkelt tecnica 144-es panelre gondolsz. az kizárt hogy itthon gyártották....
Hát, ha az MMA áramgenerátoros, akkor legyen pl: a Maci, vagyis áramszabályozós. A CO-ra, mert ott feszültséggenerátoros karakterisztika kell, legyen egy tápegység, ami ugye feszültséggenerátoros, de van neki áramkorlátja, valahol viszonylag magasan, nehogy elszálljon ha túl nagy az áram. Tehát, ide egy tápegységet kell csinálni, aminek lehet állítani a kimeneti feszültségét.
Az, hogy a CO-hoz kisebb feszültség kell, ez már gond, mert nagyon megbonyolítja a trafót. Leágazást csinálni, meg ilyenek, hát, nem lenne egyszerűbb, ha a CO résznek külön trafója lenne, külön egyenirányítóval? Természetesen lenne külön kimeneti egyenirányítója, meg külön kimenete, ahova a munkakábel csatlakozna. Így csak a vezérlésben kellene átkapcsolni, hogy most áramgenerátoros a vezérlés, vagy feszültséggenerátoros. Tudom, hogy ez elég sok alkatrészt tartalmazna, meg drága lenne, de azt hiszem, hogy ez már nem a hobbi kategória. És ha jól gondolom, egy ilyen gép ami ezt tudja, nem az 50...100 eFt-os kategóriába esik. És még mindig nem lenne túl nagy méretű.
Hát akkor nincs más hárta mint két külön gépet építeni, mivel úgy szerettem volna megépíteni hogy szétszedhető lenne két részre és a CO-részt csak két drót kötné össze a "maci"-val. És a CO-s rész elektronikájának könöl táp a dobozába. Előtoló meg a többi cucc számára. Bocsi lehet hogy nem nekem szólt.
Ezek alapján viszont ez nem igazán megvalósítható. 
Egyébként ha esetleg lenne ötleted hogy a vezérlésben mit és hogyan kellene módosítani azt szivesen venném. MIvel kicsit elgondolkodtam a dolgon nem is olyan nehéz lenne, hisz ettől függetlenül még összeköthetem a két "dróttal" mert a többi az maradhat a "maci" dobozában. Csak a maci dobozán lenne szabályozva a feszültség.
Olyan tápegységet kell építeni aminek a karakterisztikája megfelel a U=15+0,05×I -nek és a feszültséget fixen kell tartani.
Én arra lennék kíváncsi, hogy a macival miért nem lehet CO-val hegeszteni? gyári inverterrel meg lehet....mérni kéne feszültségét hegesztés közben és az áramot.
Egyébként az elképzelésemnek az volt az oka, hogy a tesókát párszor már hazavágta a dióda sort a CO-ban. És már párszor ugy oldottam meg gyorszan hogy lekötöttem a CO kábeleit és oda kötöttem egy COLT hegesztőt a helyére és gond nélkül ment a dolog.
10 éve,hogy van egy Szlovén? ismeretlen trafós CO nagy palackal 100 "ezüst"volt a szabályozása primercsapolásos 8db dióda után egy fojtó-még a puffert is kispórolták 63 000mikrost utólag tettem bele és a betápra egy 120mikrós fázisjavítót.Döcögve a3.kocsit foltozom vele és nagyon elegem van - ezérz kéne egy iverteres gépet szerkeszteni 1mm drótig nekem elég.
Igen , igazad van - bocs ,hogy összekevertem a dolgokat.
Elárulok egy titkot a tévúttal kapcsolatban. Működik. Teljes híd, 30V-os szekunderrel, (bőven másfél millió alatt
 ). ). Meg lehetne ezeket csinálni feszültségszabályozósra néhány plusz alkatrésszel csak éppen semmi értelme. Miért? Azért mert mivel a trafó aránylag szoros csatolású, amíg nem folyik túl nagy áram a feszültség sem esik számottevően, mert közel akkora mint az ívfeszültség. Ha viszont túl nagy áram folyik, akkor az IC úgyis visszaveszi a kitöltést, felülírva ezzel a feszültségszabályozást, vagyis olyan mintha nem is lenne. Szerencsére egy 0,8-as vagy 1mm-es CO huzal lecseppentéséhez nem kell hatalmas áram, ezért pl. egy 120A-es szekunder ezt gond nélkül megoldja. Gyári 3 fázisú CO trafót mértem, ott a legnagyobb (32V-os) állásban 90A folyt.
Igen. Ráépítve egy külső, feszültségszabályozó hurkot, a Maci is tartaná a feszültségét a maximális áramáig. Annyi kellene csak, hogy a poti helyett - amivel a Maci kimeneti áramát állítjuk, be kell tenni a feszültségszabályozó kimenetét. Itt lenne egy kapcsoló, hogy vagy a potiról megy, akkor áramszabályozott, vagy az utólag beépített feszültségszabályozó hurokról, akkor pedig feszültségszabályozásnak alárendelt áramszabályozóként működne.
Egyáltalán, mekkora áram kellene a CO hegesztésnél? Mert a Maciból kijön mondjuk 120 A, ha ez elég, akkor mindössze az történik, hogy az utólag betett feszültségszabályozó hurok mindig úgy állítja a kitöltési tényezőt, hogy a kimeneti feszültség konstans legyen. Másik trafó, - vagy lecsatlakozás a szekunderen - akkor kellene, ha jóval nagyobb áram kell, mint ami a Maciból most kijön.
Sziasztok!
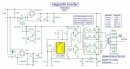
Itt találtam ezt a rajzot.Sajnos a transzformátor adatai elág hiányosak.Tudna ebben segiteni valaki.Köszönöm!
Egyébként ezt a rajzot utánépitette már valaki?
GE LEE-nél próbálkozz ugytudom Ö megcsinélta de van a fórumo olyan rajz is ahol megvannak a trafó adatok(mindkettöjé)

Példéul:
Köszönet a segítségért.
Volt már,hogy én is találkoztam ilyennel,hogy nem tudták mire vélni a beállítandó értéket a szakik.
És filc tollal rá írták hogy milyen poti állásnál milyen áramok vannak.
"Gyári 3 fázisú CO trafót mértem, ott a legnagyobb (32V-os) állásban 90A folyt."
Ha az a "gyári gép egy normális masina, és a beállítás is a huzalátmérőnek, adott feszültségszintnek megfelelő, akkor ott 340A áramnak kellett volna folyni, és nem 90A - nak. Aztán az is lehet hogy csak az üresjárási feszültség 32V és hegesztés közben ez leesik 19-20V-ra. Ez az eset inkább a barkács kategóriához közelálló gépek jellemzője. A 90A egyébként 0,6mm-es huzalnak elegendő, a 0,8mm-nél határeset. Az MMA hegesztővel történő MIG hegesztést magam is kipróbáltam egy 180A-es áramforrással. Azt nem mondom,hogy a huzal nem olvadt le,de köszönő viszonyban nem volt a varrat minősége a gyári inverteres Co géppel elkészített varratéval. A MIG-MAG technológiában nem az a kérdés hogy az adott huzal leolvasztásához mekkora a minimális áramszükséglet, hanem az hogy az adott feladat elvégzéséhez mekkora lehet a maximális hőbevitel egységnyi felületen. Mindezt úgy kell kiszámolni hogy a hegesztendő anyagban ne lépjen fel szilárdságbeli és összetételbeli változás, de a művelet a lehető legtermelékenyebb legyen. Ezért aztán előfordul hogy a hegesztőmérnök vagy technológus előírja a 260A hegesztőáramot a 0,8mm átmérőjű huzalhoz. Persze hobbi viszonyok közt ezek az általam leírt dolgok senkit nem érdekelnek, de az ipari viszonyok már nem csak a leolvaszthatóságra korlátozódnak hanem elsősorban a termelékenységre. A huzal lecseppenésről talán csak annyit érdemes megjegyezni,hogy hobbi körülmények között jellemzően durvacseppes leolvasztással dolgoznak. A finomcseppes, permetszerű leolvadáshoz ugyanis 30V-nál magasabb ívfeszültég és 300A feletti áram szükséges. Könnyen kiszámolható,hogy ehhez mekkora gép kell.
"Egyáltalán, mekkora áram kellene a CO hegesztésnél?"
A Co hegesztőknél a feszültséget az adott fokozatkapcsoló vagy poti állás adja, a hegesztőáram nagyságát pedig a huzal előtolási sebessége. Ez az alapállapot. A szinergikus gépek ennél többre képesek, ott az adott feszültséghez hozzárendelődik bizonyos huzalsebesség is,amit a hegesztési művelet igényeinek megfelelően lehet kis mértékben korrigálni. A fő szempont az,hogy a tápforrásnak feszültséggenerátoros üzemmódban kell menni. Az áramszabályozás csak határt szabhat a tápforrás meghibásodásának megakadályozása céljából, ugyanis a felvett áram az a huzalátmérő és a huzalsebesség függvénye lesz.
oké, de nem a maci trafója kicsapolva. Az eddigiek szerint a maci csak bevont elektródával hegeszt.
Másik: Én a gyári inverteres co-val 23V körül kihoztam 170A-t. Nem tudom hogy volt ez a 32V-on 90A...
200A körül megváltozik az ív hangja gyári co gépnél, sokkal csendesebb és TIG hegesztéshez hasonló hangot ad. Ha MMA hegesztő invertert használok tápegységnek, akkor ez a hang már 100A-nél előjön. Ezek szerint ez lenne a finomcseppes leolvasztás?
Ez tuti jó cucc lehet
Nem tudom ez milyen gép lehetett,de a régi gépes ismereteim között szerepelt a nagy CO gépek 45 volt-os maximális kimenő feszültsége.Mondjuk ezt már nem tudta tartani 600A-nál/tri sós kád!!/ A fróniusz gépeknél automata volt a huzaltoló sebessége.Csak a csepp olvadását lehetett az áram mellett szabályozni. Mármint,hogy felrakó vagy beolvasztó hegesztésről van-e szó.Ja,és meg kellett adni,hogy milyen vastagságú huzal van a gépben. És ezt már a 90-es évek közepén.
|
Bejelentkezés
Hirdetés |