Fórum témák
» Több friss téma |
Így van, a megoldás nem feltétlenül a motor lecserélése (mint már jeleztem), hanem a program működésének megváltoztatása. Én a helyetekben átgondolnám ezt a megoldást, mivel nem a pontos lépésköz a fontos, hanem az átlagos lépésköz (mint foxi63 megoldásánál).
Most új megoldás után néztem. Kaqkk-al összedugtuk a fejünket és jobb megoldásnak találtuk 6-os tengellyel megoldani és egy másik 1.8 fokos motorral. A 6-os tengelynek 1mm a menet emelkedése az 1.2-el szemben, az 1.8 fokos motor 200 lépést tud a 48 helyett. Fél lépésben 400-at. Ha az 1mm-es menetemelkedést elosztom 400-al, akkor 0,0025mm-es felbontást kapunk. Igy leegyszerüsödik a dolog. a tengely már a helyén, a motor érkezik.
Nos eljutottál oda, amit én is megcsináltam a progiban. Nálam is megvan a féllépéses üzemmód, de ezt a felbontást házi gépnél feleslegesnek találtam. Kell ennyi?
A 0.002 huzal persze hogy nem kell, de a huzalméretekhez igy egyszerübb beállitani ha van felbontás. Ugye igy a 0,002 többszörösei lehetnek a huzalméretek. Igy az előtolás nem hibázik nem fog késni sem sietni. Mindössze ennyi az oka. Nehezebb összeszinkronizálni az 1.25 menetemelkedést 48 lépéssel mint az 1-et a 200-al, Ennyi csak az értelme. Természetesen nem kell 0,1-esnél vékonyabb huzalhoz.
A hozzászólás módosítva: Okt 28, 2014
Nem tudom pontosan mit vártok el a dologtól, hiszen eddig sem az volt a probléma, hogy a motor túl "nagyot"
 lépne, hanem az egész impulzusokra bontás. Szerintem ez nem egyszerűsíti a problémát, ugyanúgy meg kell oldani a tört impulzusszám kezelést. lépne, hanem az egész impulzusokra bontás. Szerintem ez nem egyszerűsíti a problémát, ugyanúgy meg kell oldani a tört impulzusszám kezelést.
Ezt nem értem ezt a táblázatodat. Ez most mit takar? A probléma az volt, hogy a motor ful lépésben 0,026 mm-t tolt elő egy lépesben. Ennek a többszörösei nem adják ki a szabvány huzalméreteket. A másik motor 6-os tengellyel fél lépésben 0,002mm-t lép, ebből precizebben belőhető szinte bármilyen huzalméret. Igy érted?
A hozzászólás módosítva: Okt 28, 2014
Megkisérlem még egyszer leirni hogy működik a dolog jelenleg. Tehát egy cséve körülfordulásra adott 1240 opto jel. van egy pic program, ami a bejövő opto jelet tudja osztani 0-255-ig bármivel. Ha ezt nem osztom, akkor telibe megkapja fél lépéses stepper, aminek ugye 400 jel kel egy fordulathoz, akkor főorsó fordulatonként előtol 3,1mm-t. Na akkor most figyelj. De nagyon! Az 1240-et tudom osztani 0-255-ig bármennyivel. Akkor osszuk el a maximummal. Ez 4,8.lesz. Vizsgáljuk meg , hogy a 400 lépéses stepperrel 4,8 step jelre mennyit tol elő a huzalvezető. Igen jól olvasod 0,01mm-t Tehát 0,01mm-enként be lehet állitani az előtolást egészen 3,1-ig a létező összes szabvány szerinti vagy nem szabványos huzalhoz 0,01 től 3,1mm-ig / cséve fordulat. . Ha szeretnéd akkor 1,21-es huzalhoz is. Ez köszönhető a 6-os tengelynek és az 1,8 lépéses steppernek. Jelzem mindez 1 cséve körülfordulásra értendő. Kérdem én, hol van itt a tört? Illetve szerinted miért nem jutottunk előrébb a finomabb motorral? Vagy szerinted itt hol a hiba?
A hozzászólás módosítva: Okt 28, 2014
A probléma ott keletkezett, amikor azt mondtad, hogy a program úgy működik majd, hogy a kódtárcsa bemeneti impulzusaival lépteted a motort, úgy hogy kihagy 1-2-3 ... 255 impulzust. A táblázat azt mutatja, hogy 1240imp/fordulat, 400 lépés motornál mekkora lesz a menetemelkedés, ha minden impulzusra léptet (1), minden másodikra (2) ... stb. Látható, hogy egész osztással nem oldható meg a dolog. A tört osztásra példa a linkelt megoldás (ahol a 20 átlagos osztást úgy oldja meg, hogy hol 16 hol 24-es osztást csinál, de az átlaga 20).
Csak 255 értéket tudsz beállítani 3,1 és ,01mm között, a táblázat pont ezeket mutatja. Számold ki 0,8-as dróthoz mit kellene beállítani
.
Megölsz teljesen.
 0,8-as dróthoz pontosan 80-as beállitás kell. Látom nem érted még mindig. 0-255-ig bármit beállithatok a pic-en. 231-et, 16-ot, 29-et.. bármit. 0,8-as dróthoz pontosan 80-as beállitás kell. Látom nem érted még mindig. 0-255-ig bármit beállithatok a pic-en. 231-et, 16-ot, 29-et.. bármit. A hozzászólás módosítva: Okt 28, 2014
Nem. A kódtárcsa jeleit osztom, és azzal léptetem a motort. De az mindegy ha nem egész szám jön ki, lényegtelen, mert ha mondjuk kijön 63,5 stepper lépés, akkor mikor a 64-et lépi a stepper a cséve már tovább fordult egy picit, tehát mindig minden körülmények között megmarad a 0,01mm-es felbontás. Itt van előttem a gép, látom, értem, csak nem tudom neked átadni mert valamit máshogy gondolsz.
Szerk. Tudom már mit értesz félre! A program nem úgy müködik, hogy kihagy 1 majd 2 majd 3 lépést, hanem minden 2 majd minden 3 minden 4.-ik opto jelre léptet egy felet. Forditva értelmezed igy a táblázatod sem helytálló. A hozzászólás módosítva: Okt 28, 2014
Mit jelent a 80-as osztás? Ha azt, hogy minden 80. bejővő impulzusnál lép egyet a léptető az 0,03875mm-es menetemelkedés lesz (ha jól számoltam
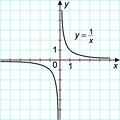
). A függvényed y=1240/x*mechanikus jellemzők nem lineáris.
Várjál igazad van! Benéztem! Tényleg. Akkor más megoldás kell.Valamit nagyon elnéztem, de most levezettem hogy ha beállitom 2-re, majd 3-ra és tényleg nem az van mint amire gondoltam. De biztos megoldható valahogy
A hozzászólás módosítva: Okt 28, 2014
Akár az is megoldható hogy csak 1/4 főtengelyfordulatonként lépjen a stepper mondjuk 8-13 56 lépést ami megfelel a huzalvastagságának ! Átgondoljuk kipróbáljuk majd kiderül hogyan lesz a legjobb (ez csak egy hirtelen ötlet volt...)
A hozzászólás módosítva: Okt 28, 2014
Attól nem félek, hogy nem lesz megoldás, csak ezt én egy kicsit benéztem. Vagyis elnéztem.
Az lenne a tuti megoldás, hogy pl kihagy az opto jelből egy beállitható értéket. De mondjuk minden páros számot. Mondjuk 1-es beállitásnál a 2-es számot. 2-es beállitásnál a 4-est, stb stb, igy eljutnánk maximum értéknél a 620 opto jelig az meg max 1.55mm előtolás, ennél vastagabb nem is kellene. De ezzel a megoldással, folyamatosabb lenne a stepper mozgása. A hozzászólás módosítva: Okt 28, 2014
Nem értem a problémát !Ha a főtengely egy fordulat alatt ad 1240 impulzust a stepper 200-vagy 400 lépés alatt tol 1mm -t akkor innen már csak matek.De ha egész számokkal akarunk játszani lehet a tárcsát változtatni (hehe-ez a kedvenc munkád!) mondjuk úgy hogy az impulzusok száma maradék nélkül osztható legyen 360 al.
A hozzászólás módosítva: Okt 28, 2014
Ugye, ugye, itt jön a képbe a 62x áttétel (ami ugye 2x31 prímszám), ezét nem állíthatsz be akármilyen osztást (ha nem szeretnél 1440 lyukat fúrni, de nyomtatni sem piskóta, ráadásul mikor forog 160RPM-mel, oda jó optokapu kell).
Csak érdekességnek: 1800CT 200LPI (a csúnya nagy vonalak 1mm
).
Bocsi, hogy kicsit hozzázavarok:
Ha nem ragaszkodsz a teljes körülforduláshoz, mint mértékhez, akkor akárhány lépésközt számolhatsz a tárcsán, és a leszámoláskor adna egy ütemet a steppernek. Így függetlenebbé válna a főorsótól a vezérorsó, mintha digitálisan (tehát nem lineárisan, mint egy kúpostengely-csúszógyűrűs kapcsolat) változtatható fogszámú fogaskerékáttétel lenne, amit programból "tologatsz", de csak egész számú és méretű lépésközzel. Ezeket a közöket változtathatod menet közben, mint amikor a naptárba is beszúrnak szökőévenként egy napot. Így, ha az szálvezetőnek kijelölsz egy indulási pontot, akkor meg tudod nézni, mennyire tér el az előtolás az épp szükségestől. Mérheted hosszabban, mint egy csévetest, majd visszaosztasz, ezzel közelviheted az elemi lépésközhöz a hibaértéket. Ha nagyobbal osztasz, finomabban toldhatod a lépést, vagy késleltethetsz. (Remélem nem írtam nagy marhaságot )Na, mateklecke feladva A hozzászólás módosítva: Okt 28, 2014
Sziasztok! Ha minden igaz, hamarosan én is elkezdem építgetni a tekercselőgépemet. A váz megvan már részben, de még akad munka vele. A meghajtás az egy 230V DC 50W motorral lesz megvalósítva, szíjtárcsás áttétellel, 4:1 arányban(később lehet áttérek fogaskerékre, de egyenlőre marad ez) A szálvezetést egy 0,72°/lépésszámú léptető motorral tervezem megoldani majdan, pic által vezérelve... Tudom, a tengely elég girbegurba, meg több sebből is vérzik a dolog, ezeket mindenképpen ki akarom javítani. Eredetileg gyorsító áttételre volt szerelve a szerkezet, mert kézzel hajtott volt, csak az alsó-fölső tengelyt megcserélve lassítóvá tettem. Ha jól emlékszem jelenleg a tárcsa 2,5 fordulatot tesz meg, míg a menetes tengely egyet. Az akkus fúrós megoldás jóbarátom ,,kreálmánya" atom stabil a szerkezet... Az is 4:1 áttétellel dolgozik.
A hozzászólás módosítva: Okt 28, 2014
Ez is biztos onnan van valahonnan
. De szerintem az egész felesleges 1240 osztás (20*62), 48 lépéssel is megoldható. Csak számolni kell a hiba mértékét, és ha meghaladja a 0,026mm-t kell egy plusz lépés. Ezt szerintem még a 0,1-es drót is elviseli (magyarul a helyére fog csúszni). Az is kérdés egyáltalán milyen pontosan tudunk átmérőt mérni .
A szálvezetést egy ilyen motorral fogom megoldani: StepperMotor
Ráérős időmben ki is számolgattam: 1240imp/ford. 1,25 menetemelkedés, 48 lépés.
Átmérő: d microméterben Osztás : Oszt=322916666/d egészre kerekítve (gondolom long), az a csúnya szám: (1240x1250um/48)x10000 Léptetés: minden impulzusra megszakítás (vagy figyelés) Imp=Imp+10000 Ha Imp>=Oszt { Imp=Imp-Oszt Lépetés } Azért gondoljátok végig.
Változott a felállás 1mm a menetemelkedés és 200 lesz a lépésszám .
Egyre vigyázzatok a menetréteg végén a szál vezérlés csak akkor fog menni, ha vékony papirrétegeket tesztek a rétegek közé, ha menetre menetet tekersz a szál igen nehezen fog visszafordulni ( balrol jobbra vagy forditva). Föleg a vékonyabb huzaloknál szokott ez gond lenni, az also réteg szálvezetési hatása elég jelentös. Még a profi gépeken is elöfordul, hogy itt "felgyürödik" a tekercs.
Akkor még egyszer. Próbáljatok pusztán a matekra koncentrálni. Így néz ki az 1/x függvény. Szerinded hol tudok pontosabb y értéket számolni, ha x-et 1 tizedes pontossággal számolom. A csúnya meredek szakaszon, vagy szép laposon
. 1240 osztás/48 lépés 1mm drót: ~32-es osztás 1240 osztás/200 lépés 1mm drót: ~6-os osztás Amit megnyersz a lépésszám miatt kb. el is bukod a számítás kerekítésen. A pontosságot az osztások számának növelésével tudnád javítani, aminek az opto és a proci sebessége szab határt. |
Bejelentkezés
Hirdetés |