Fórum témák
» Több friss téma |
Fórum » NYÁK-lap készítés kérdések
A témában nincs helye a nem szakmai indíttatású vitáknak, ezért a szabályszegést elkövetők azonnali figyelmeztetés nélküli kitiltásban, vagy némításban részesülnek. Ugyan így járunk el azokkal szemben, akik "blog"-nak nézik a fórumot. Ezt mindenki tartsa szem előtt!
A tű csak addig kell amíg amíg leveszed -és visszarakod azután nyugodtan kihúzhatod, de nem erőszak csak lehetőség.
A hozzászólás módosítva: Jún 12, 2015
A a kétoldalas ragacs milyen típus?
Mindenki másképp csinálja
 Én is gondolkodtam már a pozicionáló tüskén, de ahogy írod, egy-egy darabért nem érdemes. Ezért én eleve tervezek pozicionáló jeleket a filmre, de azt a CNC beállításához használom. Sajnos a kamerás pozicionálás - leginkább anyagiak miatt - eddig nem jött be, így marad a szemem, megtoldva egy két optikai segéd eszközzel (szemüveg, nagyító, stb.) Minden nyákot maratás után, utólag fúrok, és egész könnyedén, meglepően pontosan be lehet állítani a x0 y0 pozícót és az elforgatást is. De - mint írtam - mindenki másképp csinálja. Ez egy ötlet lehet, nálam működik.
Én először fúrok, a végén vágom körbe. A cnc-re van egy feltét pozdorjából, annak a szélébe martam egy derékszögű vágatot és abba került egy H alu profil úgy hogy a H-t 90 fokkal forgassátok el. Ebbe megy a nyák bal oldala és alja, így a nyák bal oldala és alja mindig ugyan oda kerül, a jobb oldala és teteje meg le van fogatva csavarokkal. A sarkoktól kifelé 1mm-re vannak 0.2-es lukak amit a fúróállomány készítő előre rak a fúróállományba. Írtam pár programot ezeknek a sarkoknak a kezelésére (merthogy több nyák is kerülhet egy panelra különböző sarokpontokkal), ezeket a sarokpontokat lehet összerendelni az egyik ilyen programmal (mert ugye a cnc fúróállomány generáló optimizálja az útvonalat, és össze vissza lesznek az állományban a sarokpontok). Grafikusan kirakja a 0.2-es pontokat a képernyőre, és szépen be lehet jelölgetni, hogy melyik 4 pont tartozik össze, egy másik program, meg ennek a kimenetéből generál olyan pályát ami körbemarja a sarokpontok körül, úgy hogy minden oldal közepén hagy egy 5mm-es szigetet amit csak 1mm mélyen mar be, így ha kiveszed a nyákot csak ki kell törni a keretből.
A hozzászólás módosítva: Jún 15, 2015
Megfogtál. OBI gazdaságos noname szőnyegragasztó - de szálszövött. Emiatt könnyű a leválasztás és nem buborékosodik.
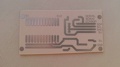
Tehát: mindenki másképp csinálja. Mint a képeken is látszik, először a nyákot készítem el, utána marok-fúrok. Általában először maróval elkészítem a felfogató csavarok helyét és a kontúrt. Ennek az az oka, hogy a maró méretéhez készítem el a poziciónáló jeleket; jelen példában 2-es maró, 2mm átmérőjű jelek általában a sarkokban. Tapasztalat, hogy könnyebb a 2-es kukorica maróval pontosan ráállni egy 2mm átmérőjű pöttyre, mint pl. egy 0,6-os fúróval a pötty közepére.
Így ha már a maró van befogva, először marok, utána pedig a fúrók, szépen sorban. A képeken látszik a fúrás-marás előtti állapot és a kész nyák is.
Sziasztok!
Régebben már volt szó az LPKF furatgalvanizálás termékéről. Konkrétan erről van szó:Bővebben: Link Nos a héten kértem árajánlatot a magyar forgalmazótól, de sajnos megfizethetetlen. Az alap csomagjuk ami elvileg 20db A4-es nyákra elegendő több százazer forint.  Először azt hittem ebben az űrban a sütő is benne van, meg a vákumpad, de nem... Először azt hittem ebben az űrban a sütő is benne van, meg a vákumpad, de nem...
Azért a furatok el vannak csúszva a középponttól. Még ha nem is sokat.
Persze sokat számít a fúró is, és az, hogy ki van-e marva a forpötty közepe. Mivel jelenleg én még a gravírtűvel karistolom a panelt, be van kapcsolva a középpont jelölése is a tűvel. Így sokkal inkább középre kerülnek a furatok, mert nem kóvályog el a fúró hegye. Egyébként éppen ezért keresek olyan megoldást, ahol egy menetben tudom kialakítani a fúrást és a panel készítést is. Erősen gondolkodóba estem, nem kéne-e automata szerszámcserésre kialakítanom a gépet, mert megmérve a fúróimat, maróimat, mindegyik pontosan ugyanolyan hosszú. Azaz, ha lenne egy jó tokmány ER11 méretben, ami autocserére alkalmas - lecserélném. A hozzászólás módosítva: Jún 18, 2015
Kell egy kamera a gépre és akkor pontosan be lehet lőni a közepét gond nélkül.
Teljes mértékben igazad van. Én is mindig kimaratom a forrszemek közepét, 0,3-0,4 mm-re, így sokkal könnyebb fúrni. Egyébként a képen látható elcsúszások forrasztás után nem igazán észrevehetőek.
Készítettem egy képet a korábban említett dry fólia hibáról. Olyan mintha azokon a helyeken nem lenne polimer. Nedves panelra simítottam fel, ahogy az egyik kolléga ajánlotta korábban, de ezt a problémát nem oldotta meg.
A hozzászólás módosítva: Jún 19, 2015
Nekem is ilyen szokott néha lenni, de nem volt még vele bajom. Szerintem csak vékonyabb ott a polimer. De ez már fel laminálás előtt is látszik a fólián. Ha nagyon gáz a fólia, én azt a részt inkább nem használom fel.
Ezt most nem értem. Hogy a retekben kóvályogna el egy keményfém fúró? Én először fúrok. Nincs semmilyen jelölés. Pörög 25.000-el a cnc marója, keményfém fúrók vannak befogva, ha az kóvályogna, akkor úgy pattanna el mint az üveg. Én eleve a furathoz pozícionálom a filmet.
Ez csak akkor működik ha Te tervezed a panelt. A nálam megfordult több mint 100 panelnél ilyen adott méretű felfogató luk csak elvétve volt. Általában a felfogató lukak 3-3.2-ig szoktak terjedni. Én is 2-es maróval marom körbe, de csak miután elkészült a panel. Szerintem ha mindig az adott helyre tudod tenni a a panel bal alsó sarkát úgy, hogy van egy megvezető megoldás is, akkor az bármelyik nyáknál működőképes függetlenül a felfogató furatoktól.
Tárolás kérdése is. A felhengerelt fólián nem fordul nekem elő, csak a darabkákon amit csak úgy tárolok. Helyezd el a filmet úgy, hogy olyan részen legyen aminek nem okoz gondot egy ilyen kis hiba (teli föld, vastagabb vezetősáv stb.). Csináltam én már olyat is, hogy a panelt több fólia darabból ragasztgattam össze, csak ügyelni kell az illesztésnél.
Hát nekem fel van tekerve, abban a PVC csőben amiben kaptam. Bár nem tudom előtte, hogy volt tárolva. Minden esetre jó lenn valami megbízható beszerzési forrás, ahol kisebb mennyiséget is be lehet szerezni.
A hozzászólás módosítva: Jún 19, 2015
1 évet mondanak neki hűtőben.
Sajnos 300 méter a legkisebb mennyiség ami rendelhető. Ha valaki bevállalja, hogy hűtve tárolja és lesz 300 ember aki vesz tőle egy-egy métert 6 hónap alatt, akkor is az utolsó ember már 6 hónapos 1 métert kap.
Ezektől a foltoktól eltekintve az enyém még jól használható, pedig tavaly áprilisba vettem és gondolom az eladónál is volt egy ideig. Hát akkor majd nézelődőm, hátha lesz valaki aki rendel.
Egyébként erősen gondolkodom a gyárilag fényérzékenyített panel használatán. Azt mennyi ideig lehet tárolni, tudja valaki?
Ezeket a kenhető cuccokat próbálta már valaki?
Nekem most fogyott el az 5 évvel ezelőtt vásárolt készletem. Nem tároltam hűtőben, sőt... A műhelyem a padláson van. Ott nyáron annyi a hőfok, mint odakint. Semmi baj nem volt vele.
Legutóbb nem volt semmilyen jó hordozóm. (film) Normál másolópapírra nyomtattam és 15 perc megvilágítással tökéletes lett.
A forrasztás gátló bevonatot mivel szoktátok csinálni? Nem valami hasonlóval?
Ha minden jól megy jövőhéten összeáll minden ahhoz hogy kipróbálhassam a furatfémezést.
Még az nem tiszta hogy szelektív ónozást vagy a telibe ónozást választom. De a nyákfilmet pozitív és negatív formában is legyártatom. Aztán majd kiderül.
Nem, az két komponensű felhordás előtt fél órát kell hagyni pihenni, hűtőben összekeverve 1-2 hétig jó, és 80 fokon megszárad 30 perc alatt, utána nem is acetonnal kell lemosni hanem szóda 1%-osával mint a dry-t. Ott lehet venni ahol a dry-t is szoktuk, Lenstar Kft.
A hozzászólás módosítva: Jún 19, 2015
Először rezezzél, mert a furatfalon nagyon vékony és sérülékeny lesz a vezető réteg. Rézgalván 20-30 percig. Utána húzhatsz rá fóliát csak a pöttyöknél lukasat, és akkor mehet a szelektív óngalván. Ha nátriumperszulfáttal maratsz egy vastagabb óngalván réteg szerintem megvédi, vagy olyan marató kell, ami nem bántja az ónt.
Az a baj, hogy vagy 1 óra mire eljutsz oda, hogy maratás, és ha nem sikerült az összes luk, akkor kidobott idő és pénz.
Vettem tegnap kémiai ónozót. Kipróbáltam, szép lett, de nem látom semmi értelmét, annyira vékony az ón réteg. Van valami értelme egyébként?
Valamint a fél év használati idő az nem túl sok, fel lehet újjítani valahogyan az elöregedett folyadékot?Egyébként ez a második panelem, amit filmel készítettem el, előtte lézer nyomtatóval kinlódtam. Nem értem miért nem próbáltam már ki évekkel ezelőtt, egyszerűen tökéletes! CSak ajánlani tudom a nyomdai filmet!
Tudom - ezért gondolkodtam hangosan - csak a módszer és azok a fránya részletek... Milyen teljesítményű lézer? Milyen szoftverekkel, mennyi idő alatt... Mi az isten csudája volt ami a második videóban vetítette a lézert?
Sajnos én is vettem, de beszürkül és oxidálódik. Maradtam a pákás befuttatásnál. Macerásabb, de legalább ér valamit. Aztán ónszívó szalag, jó sok folyasztószerrel, a végén meg izopropil alkoholos takarítás.
|
Bejelentkezés
Hirdetés |