Fórum témák
» Több friss téma |
Fórum » NYÁK-lap készítés kérdések
A témában nincs helye a nem szakmai indíttatású vitáknak, ezért a szabályszegést elkövetők azonnali figyelmeztetés nélküli kitiltásban, vagy némításban részesülnek. Ugyan így járunk el azokkal szemben, akik "blog"-nak nézik a fórumot. Ezt mindenki tartsa szem előtt!
Simpitől kaptam egy ic kontrol nevű fénycsövet, vettem hozzá armatúrát, nagyon szép sárga szine van, előhívásnál nagyon jó, nincs benne uv egyáltalán.
Kipróbáltam a legkopaszabb holló tust, 360ft egy tubus, adtam hozzá egy zacskó kályhafényportb jól megkutyultam, húztam pár csíkot, kasán vezetett, víz alatt lejött.
Kifúrtam egy panelt pár helyen, volt ahol 3.5-össel, de volt benne 0.8,1,1.2-es is. Galvanizálás után a cnc-vel körbemartam a lukakat, mind 0 ohm, de a 3.5-ösben késsel le tudtam kaparni a galvánréteget a festékrétegről, mert annyira nem oldódik ez sem a vízben, hogy magától leázzon galvanizálás közben. A kisebb lukakba ki be húzgodtam egy alkatrészlábat, nem válgozott a vezetése 0 ohm maradt, úgyhogy lehet menni írószerboltba és megy a lukgalván a sima holló tussal is. Megjött a rézpor az Azúrba, hétfőn megyek érte, 8500ft egy kiló, kicsit húzós, de gondolom egy életre elég.
Üdv mindenkinek !
Szeretném megépíteni a forrasztóálomás nevü kapcsolást hőmérés céljából..Bővebben: Link Mivel szeretnék építeni egy nyáklaminálót csak nekem van egy lézernyomtatóból kiszerelt hőhengerem azzal szeretném megvalósítani.. ebben gyárilag benn van egy termisztor... Ami probléma számomra hogy a hengerben levő termisztor 20C-on 390k,100C-on 46-48k,200C-on 6.8-7k. Viszont Attila86 kapcsolása ne erre az értékekre készült. Azt szeretném kérdezni hogy mit kell módosítani hogy tudjam szabályozni 150-200 fok között a benne levő termisztorral? Mivel a benne levő termisztornak tökéletes hőkontaktusa van bármit amit úgy szerelnék rá az nem lenne olyan jó. Előre is köszönöm...
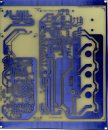
A CNC-vel fúrt panel fóliázás és csiszolás előtt. Mivel csak 08-as furatokat kértek, a gép magától dolgozik. Azért 20-25 percig elvan mint a befőtt, de még mindig 10* gyorsabb és pontosabb mint egy ember.
Ezt 20 perc alatt fúrtad ki?
Nálam ennyi luk szerszám cserével sem tart 2-3 percnél tovább. 1200 a lukak közti mozgás. A "Z" 500-al mozog. Megy mint állat. A nyomtatód mennyire van összhangban a CNC-vel? Mármint mennyire pontos a furatok helye?
És mennyibe is került a Tiéd? Semmi köze a nyomtatóhoz. Fúrófile-ból dolgozik, a nyomda meg a fóliát 5000 dpi körül állítja elő, ha felfóliáztam megy a következő scan.
Mehetne gyorsabban is, de inkább a pontosságra megyek, és 500-al akkor sem fúrnák ha tudná, mert az már lukasztás  3mm-ről megyek -3-ra ez lehetne feles is akkor gyorsabb lenne, de ráérek, tudok mást is csinálni közben.
Az én gépem is háztályi gagyi. Kb 30 eret forog a fúró, és nagyon szépen fúr. A nyomdai filmen tökéletesen megegyeznek a furatok azzal, amit a gép csinál? A nyomtatásnál is lehet a sassal állítani. Egy-két próba nyomat és be lehet állítani. Nekem a pausz bevált technika. 0,15mm biztonságosan megvan. Ennyi elég is.
Milyen fúrókat használsz?
Mennyi volt az otthoni gagyi ami 1200-al megy a lukak között és ennyi lukkal 2 perc alatt végez? 30000-alatt hajtottam és 3-as keményfém fúrók. Természetesen egyezik, ez a lényege.
ez a gép. Egy korábbi kép. Most egy ER11 befogó és egy 12V-os motor forgatja a fúrót. A léptetők Epson FX1050 fejmozgató motorjai. TR10x3 szárak viszik. Csapágyakból összerakott lineárissal. Egyébként üresen 2500 as sebességgel visszaáll pontosan. Nem téveszt. Tehát, háztáji fejlesztés.
Ó, ilyen profi cuccot hogyan lehet csinálni?
 És ezt mind sz.gép vezérli? Nem semmi! Nálam is elférne egy.. 
Kezdésnek ilyen lett.
Gravírozónak indult és ez lett. (is) 3mm-es maróval viszi az alut is.
Na jó de széltében fele akkora mint az enyém. Ott könnyű gyorsnak lenni, kis távolságokon kell párhuzamost csinálni. Az y-onom nekem is lehetne gyorsabb, de nekem elég ez is.
Egyébként nagyon szép munka.
Szárad a panel, hogy a maratás után még a lemosás nélkül is tudjak scannelni egyet.
Kész termék, fúrva, maratva.
Egész jó sorozat lett, lehet belőle tanulni is.
Sziasztok. Engem a Watt féle vezérlés érdekelne, de a 220-as fűtőszál helyett , 12v-ot vezérelnék, kb. 10A (fóliahegesztőhöz használnám). Elég csak a triac-ot nagyobbra cserélni, és persze a 220-as körből kikötni?
A hőbiztosíték hogy működik? Ha eléri a 240 fokot kikapcsol, megvédvén a fűtőszálat az elégéstől? Hova kell tenni?Hozzá kell érnie a fűtőszálhoz?
Rutinfeladat, majd ugyan ekkora furatgalvanaziált lesz kihívás. Csak a lépések miatt raktam fel a képeket.
Amit csináltál furatgalvánt, forrasztani próbáltad?
A hőt hogy viseli?
Persze, raktam fel képet is.
Ha a téma képeit keresed az első oldalon az img030-as van forrasztva úgy hogy amit itt látsz az a túloldalról folyt át az alkatrészláb mentén. Innentől meg már mindegy a hőállósága, meg a vezetési képessége, mert az alkatrészlábnak 0 ohm mellett 50V-ot meg 5-10 ampert simán el kell bírni. (vagy még többet is)
Ma megyek a rézporért, kívácsi vagyok ha csak vízzel elkeverem megtapad e műanyagon, illetve száradás után mi az effekt.
Melyik programmal lett ez tervezve? Anno, még egy évezreddel korábban a smartwork-el lehetett hasonlót csinálni, azóta sem láttam progit, ami ilyen vonalvezetést csinálna.
Sprint layouttal ha jól tudom, de biztosra nem tudom. Én a pdf-et és a fúrófilet kaptam. Ma adtam postára.
A hidrogén-peroxid sósav keveréket mivel tudom semlegesiteni?
|
Bejelentkezés
Hirdetés |