Fórum témák
» Több friss téma |
Fórum » MIG/MAG/Co2 hegesztő készülékek házilag
Témaindító: electorkalandor, idő: Feb 19, 2009
Témakörök:
Az örvényáram akart lenni (mivel arról beszéltem), csak már nem tudtam szerkeszteni miután észrevettem hogy elírtam. Ha tudtam volna hogy ez lesz belőle...

lassított felvétel csavar hegesztésről. Először a tisztító áram (pár ms)majd a tényleges hegesztő áram (100ms) látható, majd belenyomják a csavart az olvadékba
Ez az igazi. Impulzus hegesztés. Semmi fröcskölés és a varrat úgy néz ki mintha TIG géppel csinálták volna.
Sziasztok!
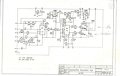
Egy kis segítségre lenne szükségem. A garázs szomszédomnak van egy MIG120 készüléke, és benne egy barkács előtoló panel. Mondta nekem, hogy hogy nem igazán jó, mert nem elég erős, le tudja fogni a huzalt, és ez gondot okoz neki munka közben. Én mondtam neki, hogy semmi gond, csinálok neki egy erősebb panelt. Csináltam is egy 555+FET -el működő panelt, ami PWM módban megy, tehát az impulzus szélességét lehet változtatni a potival, és elvileg pont erre találták ki, hogy kis fordulaton is nagy nyomatéka legyen a DC motoroknak. Szóval elkészült a panel, szépen működik, jó erős is. Betettük, és kiderült, hogy mégsem jó, ingadozik a fordulatszám, vagyis ahogy heggeszt nem szépen folyamatosan fordul a motor, hanem kis szakaszokat hol lassabban, hol gyorsabban fordul, és ez látható is a Co huzal dobon. A motor megható panelnek be van téve egy külön 220/24V os trafó. Szóval valami "mechanikai rezonancia" lép fel, és nem tudom, hogyan orvosolhatnám a hibát. Az eredeti panelen 1db 2N2646 UJT, és egy 6A es tirisztor van, a potival 50Hz szinusz fázishasításával szabályoz. Vissza tettük a régi panelt, és megszűnt a szakaszos heggesztés, szépen egyenletesen ment. Az a baj, hogy nem értem miért leng be az új panellel? Az 555 feszültsége stabilizálva van. Lehet hogy tudták a gyártók, hogy a PWM szabályozással ilyen gond van, ezért nem használják? Lehet valami trükköt kieszelni, hogy az új panel is jól működjön, vagy csinálni kell egy másikat? Ha ez a megoldás, melyiket javasoljátok, ami egyszerű, de jó eredményt ad? Csatolom az új panel próbálkozás kapcsolását:
Nem értem miért nem gyári kapcsolást építettél meg, amit direkt tolómotorhoz terveztek. Nem hiszem el, hogy minden héten be kell ide linkelni a rajzot...
A hozzászólás módosítva: Jún 21, 2014
Keresd meg "Baxi"-t, egy-két hete Ő épített egy motor szabályzót a kis co-jához. Ezt a kapcsolást javasoltam neki, némi apró módosítással megépítette. Neki bevált, azt mondta jól működik, valami hasonló problémája volt neki is.
Phile80!
Köszi a kapcsolást! Ez úgy történt, hogy először megépítettem, és amikor nem volt jó, utána kerestem a megoldást, hogy csinálják a gyáriakban. Az okát szeretném megérteni, hogy miért csinálja ezt a "rángatást"? Egyébként teljesen hasonló a két kapcsolás, csak az enyémbe FET van a végén, ebbe meg 3 tranzisztor.
Darlington van a végén. Itt egy másik.
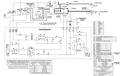
Itt lesz az Én általam megcsinált és átalakított kapcsolás. Azért lett módosítva mert nekem a mágnes kapcsolom 24V-os. Így 2x12V-os trafót kapott tápnak, s később majd szeretnék egy pic-es ventilátor szabályzást rárakni ezért van rajta egy Dc12V out a panelon.
Sziasztok , szereztem egy sima trafós co2 hegesztőgépet 0,6-os huzallal. A kérdésem az lenne , hogy mivel még nem hegesztettem ilyennel csak bevont elektródás géppel , azt szeretném meg tudni hogy a 0,8-as vastagságú hengerelt acél lemezt milyen beállíásokkal tudnám szépen hegeszteni? Mekkora áramerősséggel stb. maga a gép einhell oxymig 105F lenne. Elvileg 35A maximális szekunder áramra képes.
Kár volt bármit is adni érte, 10% bekapcsolási idővel 90A hát nem tudom, ez már a barkácsszint legalja, erős jóindulattal lemezt tudsz vele hegeszteni, de vastagabb vasakat felesd el.
Üdv.
Ha nem szeretnéd túlbonyolítani az életed,íme egy kapcsolás .Nálam már évek óta működik.24 V előtoló motrot szabályoz,semmi gondom nem volt vele.Persze külön trafóról meghajtva,nem a főtrafóról.
Szerintem léptető motorral sokkal precízebb előtolást lehetne megvalósítani, a profi gépekben is még a kefés motort használják?
"a profi gépekben is még a kefés motort használják? " Igen. És feltehetőleg egyhamar nem fogja a léptetőmotor leváltani a kefés motort. Több ok is a kefés mellett szól, többek közt az igen magas indítási nyomaték, egyszerű szabályozhatóság, és nem utolsósorban az ár. Ha precíz fordulatszám tartást kíván a technológia,akkor a tengely végére biggyesztenek egy réselt tárcsát,és visszacsatolják a fordulatszám jelet a szabályzókörbe. Egyszerű mint a faék, és megbízható. Ennél több nem is kell ide.
Vastag vasra ott a trafós pálcás ív, de elég elkeserítő eredményt értem el ezzel a co-val nagy gondok lehetnek ha ezt sem bírta egybeolvasztani csak cunderolt azt azért hozzá tenném először hegesztettem ilyennel. Szétszedtem, semmi féle pufferelés sincs benne , várom a hozzáértőktől a tippeket mivel tudnám használható szintűre varázsolni ezt a ketyerét. Ja és egyelőre co gáz nélkül próbálgattam.
A hozzászólás módosítva: Jún 22, 2014
Hát Jancsi, ez gázzal sem lesz sokkal szebb ha most ilyen, ahogy mondtam itt már csak a kondizás segíthet, ja és egy külön segédtranszformátor ami csak a huzaltolót és az elektronikát látja el villannyal egy kb 50VA-es trafó, de majd elmondom személyesen miért is kell külön trafó.
Vegyél hozzá porbeles huzalt, azzal még használható. Csak lényegesen drágább mint a sima Co drót.
Kicsi a trafó!!!
Én tovább szomorítalak, azon még a kondizás sem fog segíteni, mert ez a gyenge trafka nem tudja időben feltölteni. Ami javíthat a dolgon az a külön trafka a huzaltolónak, de attól se várjál sokat! Hibajelenség: A hegesztés megkezdésekor, mikor nincs ív magas a kapocsfeszültség, tolja a huzalt mit állat, ahogy a huzal hozzá ér a hegyesztendő anyaghoz, a kapocsfesz úgy leesik a gyenge trafka miatt, hogy szinte megáll a huzaltolás. A kitolt anyag szétfröccsen, de mivel nincs elegendő huzaltolás meg is szakad az ív, ettől felszalad a kapocsfesz és ismét tolja a huzalt rendesen míg a folyamat meg nem ismétlődik. Az egész olyan mint az oszciláció, és csak cundert kapunk. Vékony huzal segíthet, de 0,6 alatti van egyáltalán?? Meg a külön stabil táp a huzaltolásnak, én akksiról járattam Hogy vigasztaljak nekem is van hobbi CO-m de annyit is ér, trafója max kaputámasznak jó, nagyobb meg nem fér bele....
Leggyorsabb javítási lehetőség:
Villámgyorsan eladni és venni rendeset!  A doboz elég nagy, hogy komoly trafó, dióda, stb beleférjen, de akkor már egyszerűbb teljesen újat építeni.
Helló.Ma megprobáltam a darlington tranzisztorokat,sajnos semmi változás.Igaz BD 676-ot nem kaptam,hanem BD 682-t raktam bele.Most már tényleg fogalmam nincs merre induljak tovább.

Kedves mpisti!
Gondolkodok rajta hogy szilárdtest relével kapcsolnám a hegesztőtrafót, hogy bekapcsoláskor ne rúgjon akkorát a hálózat felé. Idézném egy írásodat: Idézet: . Hogy lehet megkülönböztetni egy feszültség nullátmenetes, és egy áram null átmenetes szilárdtest relét, én úgy tudtam jó egy normál SSR, csak be kell iktatni egy VDR-t?„A főáramkör kapcsolására használhatsz SSR-t is, de csak olyan típusút,amelyik alkalmas erősen induktív terhelés kapcsolására. A normál szilárdtest relék a feszültség nullátmeneténél kapcsolnak, az ide nem jó, mert induktív terhelésnél a feszültség nullátmeneténél van az áram maximum. Neked olyan kellene,amelyik az áram nullátmeneténél tudna kapcsolni. De ebben az esetben a kondi kisütést másképpen kellene megoldani” Van itt még más is, az egyenirányítás és kondi közé beillesztett tekercs ami bekapcsoláskor keletkezet brutális töltőáram korlátozására szolgáló pármenetes tekercset azt miből szokták készíteni, réz vagy valami nagyobb ellenállású anyagból készítik, a pozitív és negatív ágba tesznek tekercset vagy elég csak az egyikbe? Köszönöm.
Töltőáram korlátozó fojtót akkor célszerű alkalmazni amikor a trafó viszonylag nagy teljesítményű, és a zárlati árama akár többszáz A is lehet. 5kW-nál nagyobb trafóknál mindenképpen jó a kondi élettartama szempontjából. A VDR ide gyerekjáték. legcélszerűbb megoldás egy 6-8cm2-es E-I vagy M -magba befűzni 6-8 menetet, ez az árammeredekséget már némileg megvágja. Szilárdtest relékben létezik olyan, amelyik alkalmas induktív terhelés kapcsolására is. Az adott típus adatlapja tartalmazza ezeket az adatokat. Olyant semmiképpen ne alkalmazz amelyik eleve úgy van hirdetve hogy nullátmenetes. Ugyanis induktív terhelésnél a feszültség nullátmenetekor a legnagyobb a felvett árama a trafónak, mivel az áram 90 fokot késik a feszültséghez képest. Tehát az áramminimum akkor van amikor a feszültségmaximum. Ideális esetben ilyenkor kellene a trafót a hálózatra kapcsolni.
Értem, a kis fojtótrafóba elég a kondenzátor kör egyik ágát, vagy a pozitív és negatív ágát is fel kell tekerni, esetleg sima vagy vágott ferrit gyűrű is jó lehet?
Úgy néz ki rájöttem mi a különbség a két SSR között, a feszültség nullátmenet kapcsoláshoz megfelel a sima zérus optocsatoló triak páros, még az induktív fogyasztókhoz tiakos optocsatoló által vezérelt tirisztorpáros kell, ha jól értettem.
Elég az egyik ágat feltekerni, így már csökken az árammeredekség.
MPISTI! Bocs a off-ért, egy réges-régen felrakott plazmagyújtód (Elektrosta) működése érdekelne. Ránézésre (egyszerű eszemmel) azt gondolom, hogy másodpercenként 50 szikrát (HF tüskét?) ad, és ezt transzformálja fel a 2x2 pár sorkimenő. Ha ez így lenne, akkor miért nem használunk pl. a "SZAMARA" melléklet szerinti költségkímélő, készen kapható, mechanikailag szilárd, sokmillió szikrát kibíró gyújtótrafót? Sok-sok hasznos tanácsodat, szakmai észrevételedet köszönve tisztelettel üdvözöl; Tambi
Szia! Az általam hajdanán felrakott gyújtó egyszerű, kevés alkatrészből áll, ennek eredményeként olcsó. Emellett kiválóan ellátja a feladatát. A szikraszámát sosem számoltam meg
 de lehet hogy csak 50 szikrát ad másodpercenként. De a szikraszám működési szempontból lényegtelen, hiszen elvileg egyetlen szikra is elegendő ahhoz hogy az ívcsatornában kialakulhasson a nagyáramú ív. A kapcsolás egy feszültségkétszerezővel indul, a megkétszerezett feszültség a két kondiban tárolódik. A trigger diac a hálózat pozitív félperiódusában begyújtja a tirisztort, és a kondikban tárolt energia a 2VA-es trafó tekercsére kerül. A viszonylag nagy feszültség a 2 VA-es trafó és a 0,22µF 1600V-os kondi által alkotott rezgőkörben csillapodó rezgést keltve az 1 menetes tekercs segítségével a főáramkörben levő trafóban nagyfeszültséget indukál. A működése ennyi dióhéjban. A szamara gyújtótrafót feltehetőleg nem szerették volna a franciák egy inverterbe beleépíteni az ominózus áramkör működés szempontjából sem annyira kézben tartható a szikraköz miatt . A TV sorkimenőkben használatos ferritmag elegánsabb megoldásnak tűnik, és nem kíván kompromisszumos megoldást ellentétben a szamarás megoldással. Ott ugyanis biztosítani kell 12V DC-t 5 A áramerősséggel. de lehet hogy csak 50 szikrát ad másodpercenként. De a szikraszám működési szempontból lényegtelen, hiszen elvileg egyetlen szikra is elegendő ahhoz hogy az ívcsatornában kialakulhasson a nagyáramú ív. A kapcsolás egy feszültségkétszerezővel indul, a megkétszerezett feszültség a két kondiban tárolódik. A trigger diac a hálózat pozitív félperiódusában begyújtja a tirisztort, és a kondikban tárolt energia a 2VA-es trafó tekercsére kerül. A viszonylag nagy feszültség a 2 VA-es trafó és a 0,22µF 1600V-os kondi által alkotott rezgőkörben csillapodó rezgést keltve az 1 menetes tekercs segítségével a főáramkörben levő trafóban nagyfeszültséget indukál. A működése ennyi dióhéjban. A szamara gyújtótrafót feltehetőleg nem szerették volna a franciák egy inverterbe beleépíteni az ominózus áramkör működés szempontjából sem annyira kézben tartható a szikraköz miatt . A TV sorkimenőkben használatos ferritmag elegánsabb megoldásnak tűnik, és nem kíván kompromisszumos megoldást ellentétben a szamarás megoldással. Ott ugyanis biztosítani kell 12V DC-t 5 A áramerősséggel.
Köszönöm gyors válaszodat, teljesen "kimerítettél". A Szamara ellen a tápon túl még az igencsak intenzív, akár 2 cm szikra is szól, amitől féltem a transilt és kondit, nem is beszélve az egyenirányító hidakról. "Komolyabb", 160 amperes plazmavágót szándékozunk építeni (féléve "készül"), 25 kVA primer teljesítménnyel, olajhűtéses, háromfázisú, mágnessöntös (mint HETRA200) trafóval, 100% bekapcsolási idővel. Terveim szerint lesz rajta 500 A-s CO2 kivezetés is. Valaha (még a csöves TV-k idején) elektronikával foglalkoztam, két évtizede viszont acélszerkezet gyártásból élő "kismenő" vállalkozó vagyok, és rettenetesen elegem van a havonta meghibásodó, inverteres keleti plazmákból. A karcagiak gyártanak trafósat ebben a kategóriában, de amilyen pénzéhes, pitiáner alak vagyok, nem szívesen áldoznék rá egy-kétmilliót... Általában 20, nagy ritkán 25 mm közönséges (S235) szerkezeti acéllemezt vágunk, melyekbe furatokat is kell(ene) készíteni (ezt 100 A-s inverterrel meg sem próbáltuk). A fej ideiglenes, 30~40 fokos elforgatásán, vagy előfúráson kívül van-e valami ötleted, esetleg bevált módszered az átlyukasztásra? Köszönettel; Tambi (U.i.: a "készülési sebesség"-et nagyban befolyásolják olyan tényezők, mint pl a csévetest nútjainak (hagy áramoljon az az olaj) elkészítéséhez előbb csinálunk egy CNC-marót...)
|
Bejelentkezés
Hirdetés |