Fórum témák
» Több friss téma |
Szia!
A léptető motorokban lévő tekercseknek ugye van induktivitásuk. Állóhelyzetben az áramot csak a tekercs Ohm-os ellenállása korlátozza. Forgás közben az egyre növekvő induktív ellenállás miatt egyre kevesebb áramot vesz fel a motor, ezért emelni kell a feszültséget. Ez akár a névleges feszültség ötszöröse is lehet. Ezért inkább áramgenerátoros meghajtás kell a motornak, ami garantálja az állóhelyzetben és a full fordulatszámon is a motor áramát. Ezen felül kéne egy kis időzítő,(0,1-1s) ami a motor megállása után az un. tartóáramot leveszi még ennek is 50-60%-ra, hogy ne melegedjen fölöslegesen a moci. A hozzászólás módosítva: Szept 12, 2015
Sziasztok!
Linuxcnc-hez akarok írni egy szubrutint, ami csak úgy működne rendesen, ha a folyamatos megmunkálás (G64) engedélyezve lenne. A szubrutin elején aktiválom a G64-et, eddig rendben van, viszont azt szeretném, hogy a végén visszaálljon az eredeti állapot. Arra lennék kíváncsi, hogy melyik rendszerparaméter árulkodik a megmunkálás módjáról (G61/G64). Ha ezt tudnám már nyert ügyem lenne, hiszen a szubrutin elején ezt elmenteném, és a végén szükség szerint visszaállítanám a pontos megállást (G61).
Sziasztok. Lehetséges, hogy a kérdésem, kérésem válasza itt van a topicban vagy a fórumon. Ha így lenne, akkor vezessetek oda, ha nem akkor kérek ebben segítséget. Mikrokontrollerről (vagy pc soros port) is vezérelhető PTO generátorra lenne igényem. Többször találkoztam olyan feladattal, hogy egy step-dir bemenetű kártyát kellene ellátni oda való jellel. Ez általában összeillesztett HW SW rendszereknél nem gond. Az inteligens eszköz kimenete eleve ilyen akár 3- 6 tengelyre. Tehát: amire pontosan szükségem van. egy olyan HW/SW célszerűen mikrokontrolleres több csatornás cucc, ami ki tud adni PTO jelet. Célszerűen valamilyen úton paraméterezési lehetőséggel. Pl soros port . Adat tartalma tengely sorszáma, irány, gyorsulási adat, sebesség, impulzusszám, stb....Vissza adat, Pl ha végzett a feladattal. stb...Ez nyílván nem teljes értékű CNC megoldás, de lasabb lineáris mozgásokra tökéletes lenne.
Sziasztok!
Még most kezdek ismerkedni a CNC világával. Nyák marás, fúrás-ra szeretnék építeni egy kis gépet a közel jövőben. Első sorban most kapcsolást keresek LPT portra MAC3 progihoz, illetve motor meghajtó fokozathoz. Itt a fórumon is találtam egy két rajzot, ez Bővebben: Link az amit kinéztem. A kérdésem pedig az, hogy ez megfelelő lenne? Vagy van valami jól bevált kapcsolás, amit már utána épített valaki? Lehet hogy volt már róla szó a fórumon, de nem volt időm végig olvasni az egészet.
Motorvezérléshez én is ezt használtam, nem volt vele semmi problémám. Ez ugye csak unipoláris motorhoz jó. Leválasztókártya nekem másik van hozzá.
Sziasztok!
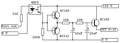
Nemrég megépítettem az első CNC vezérlőmet, úgy tűnik minden működik rajta, azt viszont nem tudom, hogy a fúrót hogyan szabályozzam vele (pl. ha nincs rá szükség, akkor kapcsoljon ki). A vezérlő párhuzamos porttal működik, és ha jól tudom az 1-es portot szokták erre a célra használni (legalábbis KCAM-ban, mivel azt használok). Milyen áramkört kellene építenem hozzá, és hogyan kellene bekötnöm? (Az említett áramkörön jelöltem a kivezetést, ami elvileg erre van.) Előre köszönöm a segítséget.
Szia!
Nem ismerem ezt a programot, de a programból tudsz vezérelni vagy egy relét vagy PWM kimenetet amivel a főorsó be ki kapcsolását tudod irányítani vagy akár a fordulatot is. Amit nem írtál, hogy milyen főorsód van? Frekvenciaváltós akkor van egy áramkör amivel tudod programból szabályozni. Ha csak simán teszel egy relét valamelyik kimenetre azzal is be tudod kapcsolni a főorsót, de arra vigyázni kell, hogy mikor indítod a gépet vagyis amikor be akarod kapcsolni a CNC gépedet és a főorsó már táp alatt van és aztán indítod a számítógépet ilyenkor az LPT port kiad egy jelet és véletlenül elindulhat a marómotor (főorsó) Ha rákeresel a Mach3 főorsó indítás ott minden le van írva, hogy hogyan is kell ezeket a dolgokat csinálni, gondolom azzal a programmal is hasonló a helyzet.
Sziasztok.
Van egy USB-s PC kártyánk. A típusa LabJack U12. Ezzel vezérelnénk egy PC programmal egy x-y tengelyes szervóhajtást. LabJack U12 A szoftverrel nincs is gond, és a kimenetek is egyértelműek. Sajnos az INPUT CONFIG rész nem egyértelmű. Lehet választani a "single ended"-et amikor is az x-tengelyhez az AI0 címet rendeli bemenetként, az y-hoz meg az AI4-et. Illetve a "differential"-t amikor az x-tengelyhez az AI0-AI1 és x-range +/- 20V.......valamint y-tengely AI2-AI3 és y-range +/-20V A kérdésem az lenne, hogy miféle jeleket vár a motoroktól visszacsatolásként? Fordulatonkénti impulzusokat? Vagy ellenállás/feszültségszint változást?
Szia!
A LabJack analóg és digitális jel fogadására egyaránt alkalmas, így hát mindkét megoldás jó lehet. Egyébként milyen szoftvert használsz? Milyen motorjaid vannak? Van-e rajtuk valamilyen jeladó?
Szia
A szoftverben csak ennyi látszik. Ez nem CNC program, nem is ide írtam a kérdést, csak átpakoltak ide. A motorok asszinkron hajtóműves motorok frekvenciaváltóval. Jelenleg semmi nincs rajtuk. Ezért is kérdezem, hogy mi kerüljön rájuk. Én amúgy úgy tudom hogy az "A" címek csak analóg bemenetek "8 screw terminals for analog input signals (AI0-AI7)." Erre kellene valami jeladót szerkesszek vagy vegyek. Csak ezt a single ended meg differential választást/bekötést nem értem. Mi értelme?...melyik jobb? Differential-nál akkor most az X-tengelynél az AI1-et és a GND-t kössem össze és ez lesz a negatív 20V....az AI0 meg a pozitív 20V ???? És ugye a motor pozíció meg a 0-20V-ig terjedő tartomány ??? A hozzászólás módosítva: Dec 28, 2015
Hogy a kérdésem miért kellett a cnc topikba átrakni azt fel nem foghatom. Semmi köze a CNC-hez.
 Idézet: Ha nem is cnc de nagyon közel áll hozzá ... „PC programmal egy x-y tengelyes szervóhajtást.”
Igaz, de kiragadtál egy mondatot aminek nincs is köze a kérdéshez. Az x-y tengelyes szervohajtás működik. A kérdés a single ended meg differential bemenetekről szól. Gyakorlatilag valaki aki a műveleti erősítők meg hasonlók bemenetéhez ért, fog tudni erre válaszolni. CNC gépeknél tudtommal léptetőmotorokat használnak teljesen más vezérléssel. Na mindegy! Azért köszi!
A hozzászólás módosítva: Dec 31, 2015
A Single ended azt jelenti, hogy a jelek referencia pontja egy, rendszerint a test, avagy annak potenciálja. Ilyenkor minden jel egy vezetéken közlekedik, és a testhez képest mérendő a feszültsége. A differenciális esetében a jelünk két vezetéken keletkezik, azokon ellentétes polaritással (vagy inkább egymáshoz képest invertálva) van jelen, nincs közös referenciapont. Hátránya, hogy minden kapcsolathoz két vezetékre van szükség, előnye, pedig, hogy érzéketlen a zajra. Ezért az iparban inkább ez használatos.
Köszönöm!
És ezt a differenciál bemenetet akkor hogy tudom megvalósítani? A tartomány 360fok elfordulás. Akkor ez kell ugye megfeleljen a +/-20V-nak amit a AI0 és AI1 bemenetekre adok. Gyakorlatilag akkor a 0fok... 0 volt......a 360fok meg a 20V. És akkor csak ennyi? Nem kell egyik bemenetet sem testre kötni vagy bárhova? Mert ezt akkor egy kis szabályozható táppal meg tudom csinálni. A hajtómű forgatja a táp potméterét és így elfordulás/feszültséget kapok. üdv
Sziasztok! Használ valaki ilyen vezérlőt? Így került hozzám, három smd pad forrasztással össze volt zárva, nem tudom ez gyárilag ilyen, vagy egy javítás során így sikerült. Az internetes képekből a felbontás miatt, nem lehet pontosan látni.
Hali!
mérd ki hová megy, és a tb6560 adatlapjában meg ellenőrzöd mit csinál, gondolom valami konfiguráló "jumper"
Szia!
Nekem hasonló van a CNC-émben. Ez nem a TB 6560-as körében van hanem a bemeneti leválasztó részben amiben a közvetlen bemeneten 7414-es inverterek, utána 6N137-es , PC817-es optocsatolók. A 7414-esek bemeneteit 5,1K ellenálláslétrák huzzák fel +5V-ra, (tehát ez nem az), a 6N137 (3-as láb)és a PC817 (2-es láb) led bemenetein 330ohm vannak, a kimeneteket ,6N137 (6-as láb)és a PC817 (4-es láb) 4,7k-val huzzák fel +5V tápra.Ha voltak ott ellenállások ,nézd meg melyik hova megy és a fent leírtak szerint be tudod azonosítani.Az is lehet , hogy 0 ohmos ellenállások voltak ott és valaki átkötötte őket.Nem tudom jól látom e a képen de mintha égés nyomok lennének a bekarikázott részeknél.Ha így van szerintem valahogy nagyobb feszültég mehetett rá (itt +5V-nak kell lenni amit a kártyán lévő stabilizátor IC csinál a betáp 24V-ból. Üdv.
Köszönöm! Megpróbálom a nyáknak ezt a részét visszarajzolni és aszerint javítani.
Üdv!
Szeretnék időtöltés képpen a hobby cnc témakörben foglalatoskodni. Kezdés képpen arduino alapon gondolkodom ár, funkcionalitás, egyszerűség alapján szerintem kezdésnek ideális lehet. Szeretnék érveket és ellenérveket látni nálam tapasztaltabb emberektől.
Én egy remek kis CNC kergetőt csináltam vele, de hogy gerbert tudjon olvasni, ahhoz kevés egy Uno.
Ezt egy kicsit bővebben ki tudnád fejteni? Szerintem egy raspberry meghajtaná usb-n. egy dobozban el is férnének ehhez társul egy vezérlőszoftver ha jól gondolkodom...
Cncusb (cnc planet) programhoz milyen felület lekövető programot lehet használni ? Az autoleveller linuxcnc vel-és mach3 programmal kompatibilis de sajna a cncusb hibát dob mindkét féle fájl betöltésekor
A hozzászólás módosítva: Jan 28, 2016
Milyen hibát ír ki, lehetséges, hogy csak a CNC program egy két G parancsot nem ismer és csak át kell írni.
Itt olvasgass
Bővebben: Link
Na a Rapsberry már erősebb, az tudná. Én csak annyit tettem, hogy beírom a távolságot, az az irányt és a tengelyt, és a gép azt lelépi, és a szerszám abszolút helyzetét mutatja. Mindezt távirányítóval, mert nem fért már el elég gomb az Uno-n. Gyakran kell négyzetes alakokat kimarnom, így ehhez nem kell PC.
én a rapsberry-t pcként használnám az vezérelné valamilyen software-el az arduino-t amin van egy "cnc shield" műhelyemben lenne kicsit összetettebb dolog lenne itt egy videó róla ebay-en már megrendeltem ezt a szettet cnc shield arduino video
a g31 nem tetszik neki , de szerintem az lehet a dolog lényege ...
Az MK2 és MK3 tud felület lekövetést. Az MK1 nem tud ilyet. A program tudja és a rákapcsolt vezérlőtől függ, hogy látod vagy nem. A videókban is van egy példa, egy görbe nyákon gyakorol.
|
Bejelentkezés
Hirdetés |