Fórum témák
» Több friss téma |
Próbáld ki 1 W al, elvbe az is éget. Ha a G-ray el égetsz képet akkor meg még jó is lehet. Most állítgatom a G-rayt a géphez.
Lézeres távolságmérő modul létezik készen monoblokk változatban is, de ipari kivitel, az ára összemérhető egy hobbigépével, itt kár lenne linkelni is.
A plazmavágónkon pneumatikus mozgatású letapintó magasságmérő van a lyukasztás előtti magasságméréshez, de ez lézernél nem sokat ér, mert magasságkövetésre nem jó. A plazmánál ezt az ívhossz számításával csinálja a vezérlő (az ívfeszültségből és az áramból). Lézergravírozásnál ez nem járható.
Köszi. Maradok hagyományos megoldásnál.
Nem csak azt szokták. Egy nagyobb vezérlőnél, ahol a motorokat 80 V-tal és 8A-rel hajtják, van egy zárlat olyat küldene a pc felé, hogy egyből elfüstölne az egész. A kisebbekhez is illene, de lespórolják.
Nem a vezérlés a dolog lényege, hanem a galvanikus leválasztás.A motorvezérlő bemebetéről visszakúszó jelektől kell megvédeni a PC kimenetetét. A portkimenettel azonos feszültségről tápláltmotovezérlőnél sajnos gyakran bíznak meg a kimenet beépített védelmi képességeiben. Te ne tedd!
A hozzászólás módosítva: Máj 17, 2014
Szerintem a modern léptetőmotor vezérlő IC-k elég védettek, nem hiszem, hogy ott a vezérlés bemeneteire a motor felől rákúsznak ilyen-olyan kóbor feszültségek, áramok. Ráadásul a fő probléma az, hogy az optok nem túl gyorsak és még torzítják is a jelet. Egy gyors mozgást igénylő szerkezetnél, főleg ahol pl. 32 microstepben hajtják, és pl. akár 500-800mm/s -el mozgatják a fejet (lézergravírozó), szerintem gondot okozhat az optos illesztés.
A hozzászólás módosítva: Máj 17, 2014
Vannak olyan optók amik elég gyorsak ehhez. Egy olyan lézer gravírozó ami olyan gyorsan tud dolgozni, mint amit te írsz, az már messze nem a hobbi kategória.
Elég valószínű, hogy nem fogsz ezekkel 800 mm/s sebességgel lézer gravírozni.
 Ezek is fix hidasak, nem? A hozzászólás módosítva: Máj 22, 2014
Kíváncsi leszek, milyen lesz.
Nekem megfelel a "fapados" is ! Mikor postázod???
 A hozzászólás módosítva: Máj 22, 2014
Sziasztok!
Építettem egy ilyen ...hát nevezzük rajzgépnek. 3 tengelyes, mindenhol léptetőmotor hajtja. Valahogyan szeretném beüzemelni, hogy nagyjából pontosan működjön. Teljesen kezdő vagyok benne, viszont szeretek barkácsolni ilyesmiket. A segítségetket szeretném kérni abban, hogy hogyan lehet beállítani szoftveresen (mach3) azt, hogy amikor a gép szerint mondjuk 10mm-t mozdul el valamelyik tengely, akkor a valóságban is annyit mozduljon el? Nincsen golyósorsós mechanika meg semmi ilyesmi, csak szkenner és nyomtató alkatrészekből vannak felépítve a tengelyek. Ott viszont csak egy szíj hajtja a tálcát. Vagy van olyan megoldás is, (kísérletezni) ,hogy a léptetőmotor tengelyére csak simán rá van tekerve párszor mondjuk egy damil és a másik oldalon rögzítve van egy rugós feszítővel. Szóval az érdekelne, hogy van erre valami módszer kiszámolni vagy ilyesmi? Esetleg aki jártas ebben tudna valami részletes leírást mondani nekem. A mach3 kézikönyvek amit írnak az erre az esetre nem jó szerintem. Köszi előre is
Szia!
Az írásodból nem derül ki, hogy neked melyik a meghajtásod, de a tengelyre tekert damilos megoldást leírom neked: Azt kell megtudni, hogy a rajzeszköz mennyit mozdul egy motorfordulatra. Vagy megméred, ami nyilván nem lesz valami pontos. Vagy megméred a tengely átmérőt és abból kiszámolod a kerületet. Persze ez sem 100%, de közelebb áll a valósághoz. Ha ez megvan akkor már csak azt kell megtudni, hogy a motorod hány lépést tesz meg egy fordulat alatt. A standardnak mondható motorok általában 200 lépéssel tesznek egy fordulatot, feltételezzük, hogy a motor tengelye 6 mm átmérőjű. A kerülete tehát: 6×3,14=18,84 mm, ennyi lesz az elmozdulásod adott irányban egy fordulat alatt. Ha a motor 200 lépéses, akkor: 18,84/200=0,0942 mm az elmozdulás egy lépésre, ebből azt kell, hogy 1 mm-hez mennyi lépés kell: 1/0,0942= 10,615711 lépés/mm. Ha jól emlékszem a Mach3-ba nem lehet tört értéket beírni, tehát nem lesz pontos, de ki tudod kísérletezni, hogy 10 vagy 11 lesz közelebb a valósághoz. Ezen analógia alapján bármelyik meghajtásra kiszámolható csak tudni kell az adatokat. A hozzászólás módosítva: Máj 28, 2014
A Mach a step/mm mezőben tud fogadni törtet és szépen dolgozik is vele.
Sziasztok!
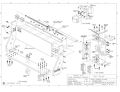
Kis segitséget szeretnék kérni.Épiteni szeretnék egy cnc-gépet! És abba kernék segitséget .hogy valakinmek nincs e valamiféle terv erről a CNC-ről Maga a váz szerkezete érdelene. Előre is köszönöm! Űdv.Zsolt A hozzászólás módosítva: Jún 2, 2014
Tessék! Itt van egy
Szia! Én alapesetben a lakatos alapképzésem ismereteit használtam fel a beállításra és egy pontos vonalzót. Nálam menetes szár forog, így - mivel metrikus rendszerben élünk - felidéztem a tanultakat. 1 körön, azaz 360 fokon - emelkedik a menet 1mm-t (megmértem tolómérővel) Ha egy léptetőmotor 2 fokot lép, akkor 360 fok, az 180 lépés. ezt már csak meg kellett adnom a mach3-nak. nyilván volt a mérésemben egy kis pontatlanság, így az egzakt eredményt az adta, hogy a gép teljes x tengelye 325mm-t képes elmozdulni, tehát ellenőríztem, hogy a beállított értékkel valóban annyi a megtett út, mint amit a szoftverben a G-kódban megadtam. mindössze pár tizedet kellett korrigálnom plusszba - így a gép önmagához és a használt etalonhoz képest pontos. Hozzá kell tennem, hogy a motor direktben hajtja a tengelyt, így nem kellett áttétellel számolnom. Józan parasztész alapján így sikerült belőnöm.
A hiba ott volt, hogy a léptetők általában 1,8fokot lépnek. Így 200 lépés egy teljes fordulat.
Igazad van - így is számoltam, csak nem emlékeztem a pontos lépésszögre. Ez már közel egy éve volt
 .. a memóriám meg nem túl jó. Ettől a módszer működik. .. a memóriám meg nem túl jó. Ettől a módszer működik.
Ennek meg van az összeállítási rajzon kívül a műszaki rajz file-jai, hogy gyártani is lehessen?
Az ebay-en meg lehet venni (én csak képet töltöttem le )
Amit jelenleg építek gépet, éppen meg tudom osztani a tervet mert publikus. Viszont gyerekbetegségek vannak, lehetnek benne. Én ezt építem meg, mert amire használni akarom, bőven jó lesz.
Itt a terv Ha valami nem kerek, ne szídjatok. Még én sem építettem meg teljesen készre.
Látom jó lassan haladsz te is! Én is csak molyolok vele, de nem haladok igazán.
Sziasztok!
Egy negyedik (B) tengellyel készülök bővíteni a gépemet, ami a munkadarabot forgatná. Erre a célra van egy 1.9 Nm-es nyomatékú léptetőmotorom. Az eredeti tervben szerepelt egy csigakerék áttétel, de mivel ilyen hajtóművet sem beszerezni, sem pedig kivitelezni nem tudok, arra gondoltam, hogy a motor talán közvetlenül is hajthatná a tengelyt. Szerintetek elég lenne a motor nyomatéka, ha csak fát, vagy műanyagot szeretnék megmunkálni legfeljebb 40-es átmérőig?
Szia! Ha kicsi a fogásmélység - akkor simán elég lehet szerintem. az 1.9Nm is elég bika már, ráadásul nagy súlyt sem kell rángatnia.
Az attól függ! Ha a darabot csak pozicionálni kell, akkor amikor nincs megmunkálás akkor biztosan elég. Viszont ha megmunkálás közben akarod forgatni, akkor kelleni fog az áttétel. A sárga fórumon Török Tamás ha jól emlékszem a nevére, árult 3000.-ért fogasszíjas áttételt kompletten.
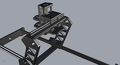
Hááát, azért haladok ahogy az időm és a pénztárcám engedi. Ma érkezett meg Pécsről a két hosszú lineáris talpas tengely. Nem bírtam ki, összeraktam. Lassan kezdhetem az asztalt, és a kábelezést.
|
Bejelentkezés
Hirdetés |