Fórum témák
» Több friss téma |
Fórum » PLC kérdések
Témaindító: Thomas10100, idő: Nov 12, 2005
Helló johny999!
Mi lenne ha ide bemásolnád azt a két sort, hogy konkrétan milyen programot írtál? Csak mert még nem lehet tudni, márpedig minden azon múlik (főleg a lehetséges válaszok hasznos infótartalma). Az hogy ha... akkor... és... NEM elég! Ha így kimenetet (vagy bármilyen bitet) a programodban több helyen is írsz, akkor nem mindegy milyen utasítással teszed azt! Hiszen egy bit nem lehet egyszerre kétféle állapotban. A bitek már csak ilyenek. Ajánlanám szíves figyelmedbe az alábbi írást: Több kimenet (coil) jellegű utasítás egy programban
Helló Ferkóka!
Szerintem annyit tehetsz, hogy a PLC-be bedugod és Step7-el törlöd. Vagy PC-vel ráírsz egy ugyanolyan kapacitású, üres MMC-ről készített image-et.
Szia Szirty!
Az a baj, hogy a kártya jelszóval van védve. PC-re meg nincs programom hozzá. Az oldaladon talált leírással akartam megpróbálni, csak a link ahonnan a progit le lehetne tölteni már nem működik.
Helló!
Idézet: „Az oldaladon talált leírással akartam megpróbálni, csak a link ahonnan a progit le lehetne tölteni már nem működik.” Igen, sajnálom! Sajnos ez a linkek sorsa... Majd kezdek vele valamit. Addig is innen letöltheted Kell hozzá egy image ami azonos mérető a kártyáddal, de nem írtad mekkora. Remélem sikerül megoldani. Egyelőre ezen kívül csak annyi ötletem van még, hogy csinálsz egy PLC-n amibe beletetted teljes memória törlést.
Szirty!
OFF Elolvastam az "Aranyköpéseket". Ezeknek a gyerekeknek semmi köze a helyesíráshoz. Sajnos, itt a fórumokon is rendszeresen előfordul. Mellesleg a Step7-ben elég sokáig eljutottam, de megakadtam.
Szevasz Marko Ramiusz!
Hát nem csak ahhoz. Ezért is az a címe, hogy "Az informatika kvintesszenciája". Sajnos ez van, ebbe az irányba megyünk. Sajnos ők ezt nem is veszik észre. Sajnálatos. Az emberi kommunikáció elkorcsosul. Irány a kőbalta. Idézet: „Mellesleg a Step7-ben elég sokáig eljutottam, de megakadtam.” Ez nagyon rejtélyes  Ez olyan "nem tudom mit kell megnyomni, de majd megoldom" megjegyzés. Egyébként sokszor így is működik. Hagyni kell érni a problémát, nem szabad túl gyorsan kérdezni. Azért a jelenlévők nyilván és én is segítek ha akarok és tudok. A hozzászólás módosítva: Márc 14, 2014
Teljes siker!
Nagyon szépen köszönöm a segítséget! Remélem élhetek vele máskor is !
OFF!
A kőtábla már egy előrehaladás a jövőhöz képest . Sajnos a Step7 már nem is aktuális, nem a "Nem tudom, mit kell megnyomni" a probléma, amennyiben az lesz, kereslek. Köszönném mindenkitől a segítséget.
Sziasztok!
Valaki tud valami infót a Telemechanique TSX 217-es PLC-ről? Milyen kábellel lehet programozni meg milyen szoftverrel?
A TSX 21-ről van anyagom, ez nagyon hasonló a Tiédhez. Akkora pdf file, hogy itt nem tudom feltenni, emailban küldöm.
Küldtem volna, de hibaüzenet szerint nem jó az email címed. A hozzászólás módosítva: Ápr 3, 2014
Köszi de az email címem már más privátba megírom az új címet.
Szia!
Ha jól értelmezem programozni csak a hozzátartozó programozós bőrönddel lehetséges? Vagy tudsz valami szoftvert meg kábelt amivel PC ről is lehet programozni. Mert ha csak a bőrönddel lehet akkor az gond mert azt nem fogok tudni szerezni sajnos.
A TSX21-nél ami a cégnél a gépben működik, nem látok semmi kommunikációs csatlakozást. Szerintem ezt a típust csak úgy lehet programozni, hogy a kivett EPROMot kell beégetni. Semmi ilyen jellegű ismeretem sajnos nincs is. Pedig nagyon kíváncsi volnék a benne lévő valós programra, mert a papíron lévő létradiagram kézi írású, szövege nehezen olvasható. No meg megegyezik-e a benne lévővel.
Aha értem. Hát az lehetséges sajnos így akkor nem sokra mennék vele. Engem is érdekelne hogy hogy is működik,de valószínű hogy nem fog kiderülni.
Üdv!
Megint elkelne egy kis segítség! Van egy TP177-es panelem amit S7-200-as plc-vel kötöttem össze. A gondom annyi, hogy a WinCC-ben a Tag listában csak V, I, O és M memoria területeket tudok kiválasztani. (nem úgy mint aaz S7-300-nál) Hogy tudok így számokat bevinni a programomba pl. egy időtagnak? Előre is köszönet!
Helló Ferkóka!
Idézet: „WinCC-ben a Tag listában csak V, I, O és M memoria területeket tudok kiválasztani. (nem úgy mint aaz S7-300-nál) Hogy tudok így számokat bevinni a programomba pl. egy időtagnak?” Ez nem a memóriaterülettől függ, hanem az adattípustól. (azzal együtt, hogy nyilván az I és Q terület teljesen másra való). Használd a V memória területet. byte, int, dint, word, dword, real stb típusú változóba vihetsz be adatokat.
Igen, csak a PLC-ben teljesen más érték jelenik nekem meg. Pl. beírom a panelen, hogy 5, a plc-ben lesz belőle 256000.
Helló Ferkóka!
Idézet: „Pl. beírom a panelen, hogy 5, a plc-ben lesz belőle 256000.” Pl. mert elcímzed! Nem szabad keresztbe címezni! Ha használod pl. a VW6-ot, akkor a VB5, VB6, WD3, WD4, WD5, WD6, V5.0, V5.1...V6.6, V6.7 nem használható mert az ugyanaz, vagy ugyanannak a része!
Szia Szirty!
Nem elcímzésről van szó, teljesen üres projektel próbálkozom. Ha a WinCC-ben a létrehozok egy tag-ot, pl. V0.0, és ide mondjuk beírok 121-et, abból hogy lesz nekem a s7-200 plc-ben is 121?
Hogy a viharba írsz be 121-et bites címzéssel?

Helló Ferkóka!
Idézet: „Nem elcímzésről van szó” Dehogynem! Épp most bizonyítottad be! Kevered a címzésmódokat és adattípusokat! A V0.0 egy bit emiatt összesen két állapotot vehet fel: 0 vagy 1. Ebbe soha nem írsz be 121-et az biztos Ha értéket akarsz megadni akkor olyan tag típust csinálj ami képes annak tárolására. Javasolnám pl. a VW0 című TAG létrehozását. De hogy ne kerül csöbörből vödörbe, nagyon figyelj arra amit az előző üzenetemben már leírtam, miszerint ne címezd keresztbe a változókat (se a HMI-ben se a PLC programban). Mivel a V0.0 a VB0, A VW0, és a AWD változónak is része (egy bit benne). A VW0-ban meg benne van a VB0 stb, stb, stb. Nézd át a címzéseket, mert amíg nem érted meg teljesen addig ilyen hibába gyakran bele fogsz futni! A hozzászólás módosítva: Ápr 13, 2014
Szia Szirty!
Bocsi, de én voltam hülye. Kisebb képfelbontású géppel dolgozom, és nem vettem észre hogy ha PPI a kapcsolat, akkor is ugyanúgy ki lehet kiválasztani az adattípust mintha s7 300-al dolgozom. (Csak a csúszkát kell odébb húzni ) Automatikusan azt hittem, hogy a s7 200-hoz máshogy kell címezni.Köszönöm a segítséget! Én csak önerőből tanulgatok plc-t programozni, amúgy az oldalad nélkül sehol nem lennék valószínűleg. Ha meg találnád szüntetni, időbe szólj, hogy legyen időm lementeni az egészet!
Üdv!
Megint lenne egy kérdésem! Ha a DB blokkban (S7-300) adok meg kezdő értékeket, a DB letöltés után a PLC-ben mégis minden 0-án áll. Ez mitől lehet? Ha viszont a futó PLC-ből szeretném lementeni a DB-k tartalmának az értékeit a meglévő projektembe, azt hogy tudom megtenni?
Helló!
Idézet: „Ha a DB blokkban (S7-300) adok meg kezdő értékeket, a DB letöltés után a PLC-ben mégis minden 0-án áll. Ez mitől lehet?” Ha pontosan leírod mit csináltál (mikor mit nyomtál meg) akkor pontosan leírom mitől van. De ha tudod hogyan viselkedik a DB és pontosan mi a szerepe az Initial velue-nak, akkor magadtól is kitalálod szerintem. A DB változóknak háromféle értéke lehet (persze nem egyszerre). 1. Initial value 2. Offline tartalom 3. Online tartalom Az Initial value-t a DB változó akkor veszi fel, amikor azt a változót létrehozod. Vagyis egyszer, a születésekor. Ezért az a neve, hogy kezdeti érték. Persze ha törlöd és újra létrehozod, vagy átírod az adattípusát, akkor szintén az initial value értéket veszi fel, mivel ez az esemény azonos a "születésével". Más szóval: Az initial value beleíródik a változóba amikor létrehozod (ez az offline tartalom). Ebből következik, hogy az initial value értékét később hiába változtatod meg, azt az értéket többé a változó már nem veszi fel (mivel már létezik és saját offline tartalma van)! Az Initial value tehár NEM a DB aktuális tartalma! Az offline tartalom a változók értéke a programozó eszközben (PC-ben). Az online tartalom pedig a változók aktuális tartalma a PLC-ben. Amikor a DB blokkot a PLC-be töltöd (download) akkor a PLC-be kerül a DB teljes struktúrája és a benne lévő változók tartalma is, vagyis az offline tartalom, ami kezdetben az initial value értékekből származik. Az online tartalom, vagyis a PLC-ben esetleg korábban is létező blokk tartalma ilyenkor teljes egészében megsemmisül (felülírja az offline tartalom)! Ha fordítva töltöd, (upload) vagyis a PLC-ből az online blokkot a PC-re, akkor a PC-n lévő DB tartalom felülíródik. Ha a struktúra eltér a két blokkban (on/offline) akkor az upload eredménye egy aktuális tartalommal teli offline DB lesz, de szimbólum információk nélkül. Azaz elveszti a struktúráját, a megjegyzéseket és a szimbólumneveket. Erre nagyon kell figyelni, mert nagy szívás. Főleg ha a DB-ben komplexebb struktúrák is voltak (pl. UDT array). Ami még fontos és nem mindenki tudja, hogy a DB blokknak a szerkesztőben kétféle nézete van: Az egyik a deklarációs nézet (Declaration view Ctrl-5) ez az alapértelmezés szerinti nézet. Csak ebben a nézetben szerkeszthető a blokk, de az aktuális érték ebben a nézetben nem látható! A másik az adat nézet (Data view Ctrl-4) ebben a nézetben a blokk szerkezete nem változtatható meg, de látható a blokk aktuális tartalma (kivéve néhány komplex típust mint pl..: DATE_AND_TIME) és ez a tartalom módosítható is! Idézet: „Ha viszont a futó PLC-ből szeretném lementeni a DB-k tartalmának az értékeit a meglévő projektembe, azt hogy tudom megtenni?” Megnyitod Simatic managerben a blokk listát, átváltasz online nézetre (View/Online) az online nézetben megkeresed a kívánt adatblokko(ka)t, kijelölöd, nyomsz egy CTRL-C-t (Copy) átváltasz offline nézetbe (CTRL-TAB) és nyomsz egy CTRL-V-t (paste). Ha a blokk már létezik az offline blokkban, akkor jön figyelmeztető kérdés, hogy felülírja-e. Ha igent nyomsz, akkor áttölti és onnantól az offline és az online blokk tartalma azonos lesz mindaddig amíg ya PLC-ben közben tovább futó program át nem ír valahol valamit. Ha az áttöltött online blokk nem létezett korábban a projectben, vagy abban eltér a struktúrája (vagy azt módosították) akkor nem lesznek szimbólum infók, minden változó a DB-ben STAT0, STAT1, STAT2 stb nevet kap, nem lesz megjegyzés, de a tartalom aktuális lesz (lásd fentebb).
Köszönöm!!!
Király vagy!!! Értem! Így már teljesen világos. Kezdem ezt a PLC programozást egyre jobban szeretni! (Neked tankönyveket kellene írnod, az összes leírásodat normálisan meg lehet érteni, és megtanulni. Ha értem a dolgot az megmarad a kobakban is! Legalábbis remélem! )
Üdv!
Már gondoltam arra, hogy ezt a DB-s problémát feszegetni fogom a weblapomon egy cikk formájában, mert elég gyakori és fontos kérdés.
Üdv!
Egyébként köszönöm a biztató szavakat, sokat jelent, nem kapok túl sok visszajelzést...
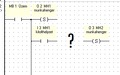
Üdv. A helyzet a következő : Egy Unitronics JZ20 R31 OPLC-t szeretnék felprogramozni U90 programmal. A képen látható módon ha az I3 bemenetre H szint kerül akkor "setelinie" kéne az O3 kimenetet. De nem kéne, hogy tartsa folyamatosan set-et. Tehát a kérdőjel helyére egy olyan "érintkező" kellene, aminek az egyik "oldalán" (az I3 felől) folyamatosan L szint lenne, de másik "oldalára" (az O3 felé) csak egy impulzust adni ki ami "setelné" az O3 kimenetet. Azt hiszem ezt hívják élvezérlének, de hiába raktam a kérdőjel helyére felfutó él érintkezőt nem "setel". Kérem, aki használta már ezt a programot segítsen.
Köszönöm előre is. CsG
Csak valahol ne felejts el resetelni a 2 kimenetet, de az élvezérelt I3-nak is műkönie kell. Nincs valahol az O3 resetben? (használd az online monitort).
A hozzászólás módosítva: Ápr 24, 2014
|
Bejelentkezés
Hirdetés |